|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ, ЭЛЕКТРОДНЫЙ УЗЕЛ И СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАВКИ |  |
Номер публикации патента: 2184160 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | H05B007/20 C22B009/20 H05B007/18 | | Аналоги изобретения: | RU 2032998 C1, 10.04.1995. SU 345208, 14.07.1972. GB 1114926, 22.05.1968. US 3542931, 24.11.1970. |
| Имя заявителя: | Аникеев Валерий Николаевич | | Изобретатели: | Аникеев В.Н.
Докукин М.Ю.
Хвесюк В.И.
Цыганков П.А. | | Патентообладатели: | Аникеев Валерий Николаевич
Докукин Михаил Юрьевич
Хвесюк Владимир Иванович
Цыганков Петр Анатольевич |
Реферат | |
Изобретения относятся к устройствам и методам электродуговой плавки металлов и сплавов, которые могут использоваться как для экспериментального получения сплавов с особыми свойствами, так и для их промышленного производства. Электродуговая плавильная печь содержит вакуумную камеру, электродный узел со стержневым нерасходуемым катодом, анод, в качестве которого используют охлаждаемый кристаллизатор с образцом расплавляемого металла или сплава, при этом диаметр части стержневого катода, расположенной в разрядном объеме и удаленной от торца катода, контактирующего с дуговым разрядом, составляет не более 8 мм. Способ электродуговой плавки заключается в зажигании и поддержании дугового разряда между торцевой частью стержневого катода и образцом металла или сплава. Плавка осуществляется при автоматическом поддержании давления плазмообразующего газа и контролируемом расходе газа. Процесс плавки металла производится под действием локализованного в пространстве энерговыделения дугового разряда при величине тока дугового разряда в диапазоне от 50 до 1000 А. Данное конструктивное выполнение электродного узла и способ работы печи обеспечивают устойчивый термоэмиссионный режим стержневого катода при высоких значениях разрядных токов, а также позволяют увеличить энергосодержание в разрядном объеме, локализацию энерговыделения электродугового разряда в пространстве и повысить энергетическую эффективность печи за счет оптимизации размеров стержневого катода в соответствии с рабочим диапазоном токов разряда при заданном уровне давления плазмообразующего газа и заданном диапазоне расстояний между катодом и расплавляемым образцом. 3 с. и 27 з.п. ф-лы, 3 ил.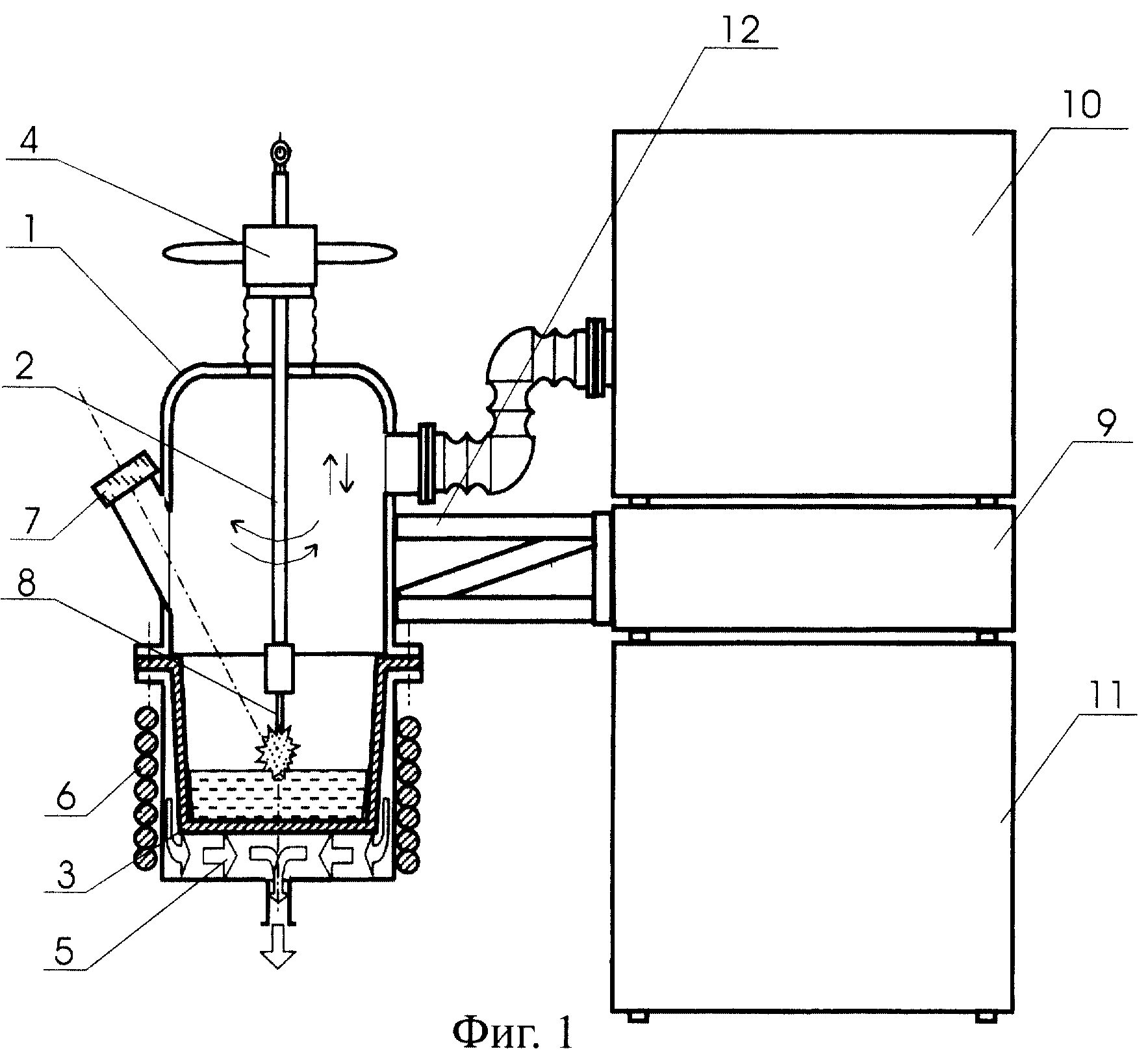
|
 Получить полное описание патента
Получить полное описание патента