|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДИСКОВОГО НОЖА |  |
Номер публикации патента: 2183681 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C21D009/24 B23D061/02 B23D019/04 | | Аналоги изобретения: | SU 1788040 A1, 15.01.1993. SU 1101460 A, 07.07.1984. SU 1411345 A1, 23.07.1983. RU 2026372 C1, 10.01.1995. RU 2082566 C1, 27.06.1997. RU 2068457 C1, 27.10.1996. |
| Имя заявителя: | Общество с ограниченной ответственностью "ТФК ТВЕРСКОЕ ПРЕДСТАВИТЕЛЬСТВО" | | Изобретатели: | Серов Ф.Ю.
Баранов В.Е.
Попов В.А. | | Патентообладатели: | Общество с ограниченной ответственностью "ТФК ТВЕРСКОЕ ПРЕДСТАВИТЕЛЬСТВО" |
Реферат | |
Изобретение относится к поверхностно-чистовой, в частности упрочняющей, обработке дисковых ножей, преимущественно для холодной резки металлов, которое осуществляют выглаживанием алмазным индентором. Технический результат - расширение арсенала способов формирования на поверхности дискового ножа упрочненного слоя, обладающего повышенной контактной выносливостью и износостойкостью, а также формирование ориентированной вдоль окружности наружного диаметра дискового ножа структуры волокнистого характера - достигается тем, что предварительно дисковый нож подвергают термическому упрочнению, непосредственно перед алмазным выглаживанием дисковый нож нагревают до температуры 90-110oС, которую поддерживают во время алмазного выглаживания, а алмазному выглаживанию подвергают торцевые поверхности дискового ножа, которое ведут со скоростью 35-48 м/мин. При этом термическое упрочнение ведут путем закалки с последующим низким отпуском до достижения твердости наружных поверхностей дискового ножа НRC 48-58, а алмазное выглаживание торцевых поверхностей дискового ножа осуществляют по кольцеобразным дорожкам, расположенным на торцевых поверхностях дискового ножа и прилегающим к поверхности наружного диаметра дискового ножа, до достижения твердости обрабатываемой поверхности НRC более 60 на глубину 0,6-0,8 мм. 4 з.п. ф-лы, 1 ил.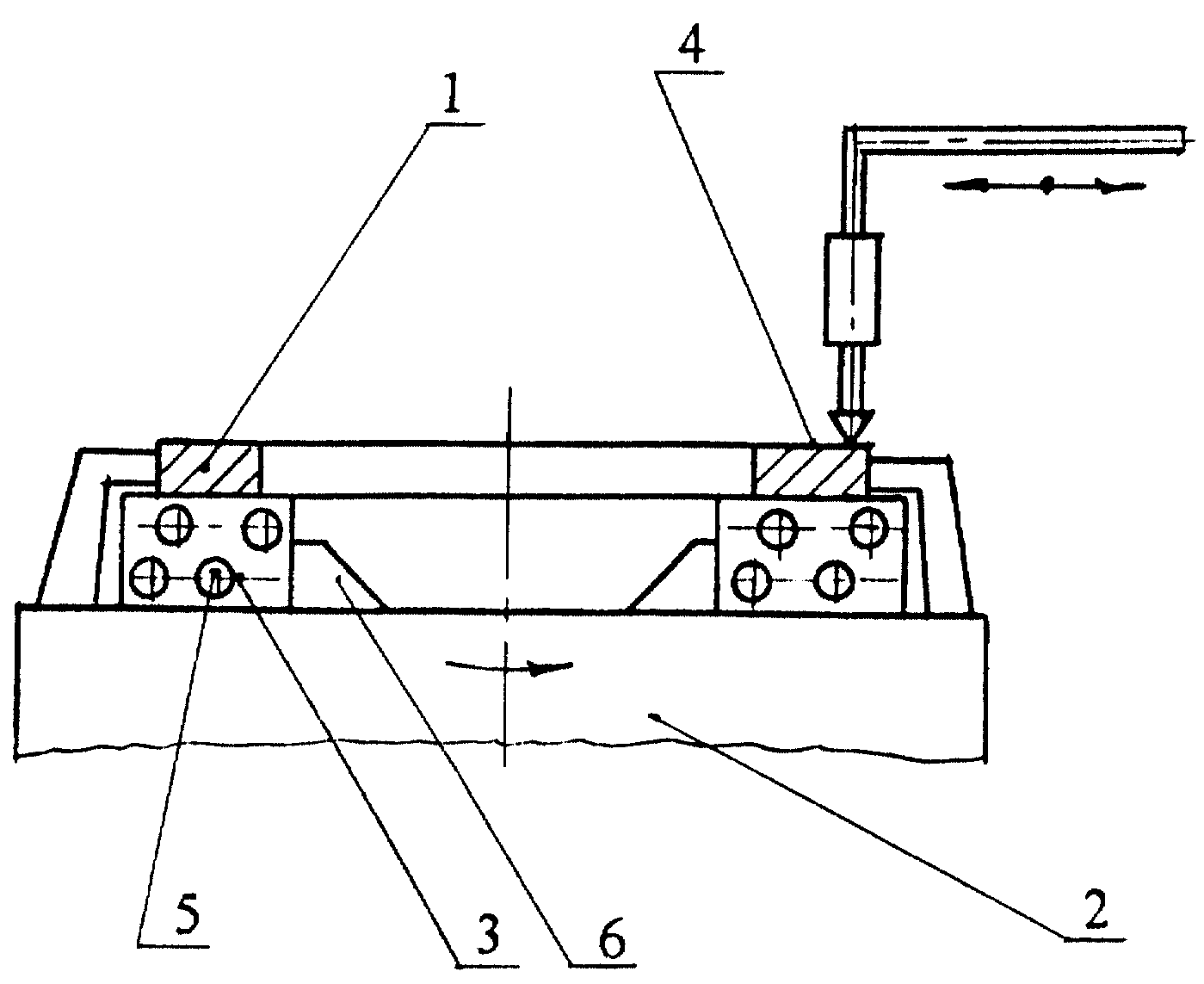
|
 Получить полное описание патента
Получить полное описание патента