|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА |  |
Номер публикации патента: 2183515 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21B001/28 | | Аналоги изобретения: | ПОЛУХИН П.И. и др. Прокатное производство. - М.: Металлургия, 1982, с.485-487. SU 776675, 21.11.1980. SU 827194, 07.05.1981. SU 1643128 А1, 23.04.1991. RU 2038876 С1, 09.07.1993. RU 2048214 С1, 20.11.1995. US 3754873, 28.08.1973. US 4938806, 03.07.1990. |
| Имя заявителя: | Платов Сергей Иосифович | | Изобретатели: | Платов С.И.
Терентьев Д.В.
Салганик В.М.
Муриков С.А. | | Патентообладатели: | Платов Сергей Иосифович
Терентьев Дмитрий Вячеславович
Салганик Виктор Матвеевич
Муриков Сергей Анатольевич |
Реферат | |
Изобретение относится к прокатному производству, в частности к способам очистки горячекатаного стального листа от окалины. Задачей изобретения является повышение качества травления горячекатаного листа за счет интенсивного и равномерного разрушения окалины перед травильным агрегатом. Способ дрессировки горячекатаного стального листа включает предварительное обжатие заданной величины движущегося стального листа в дрессировочной клети с валками, имеющими заданную шероховатость поверхности и последующее травление. Величину обжатия задают увеличивающейся по квадратичному закону от центра листа к его кромкам, при этом устанавливают разницу между минимальным и максимальным значениями обжатий 8-12% и задают параметры шероховатости поверхности валков Rz и S увеличивающимися по квадратичной зависимости от середины бочки к ее краю, причем минимальные и максимальные значения Rz устанавливают 15-20 мкм, а S - не более 30 мкм и не более 45 мкм соответственно. Изобретение обеспечивает гарантированное отсутствие после травления таких дефектов, как недотрав и вкатанная окалина. 4 ил., 1 табл.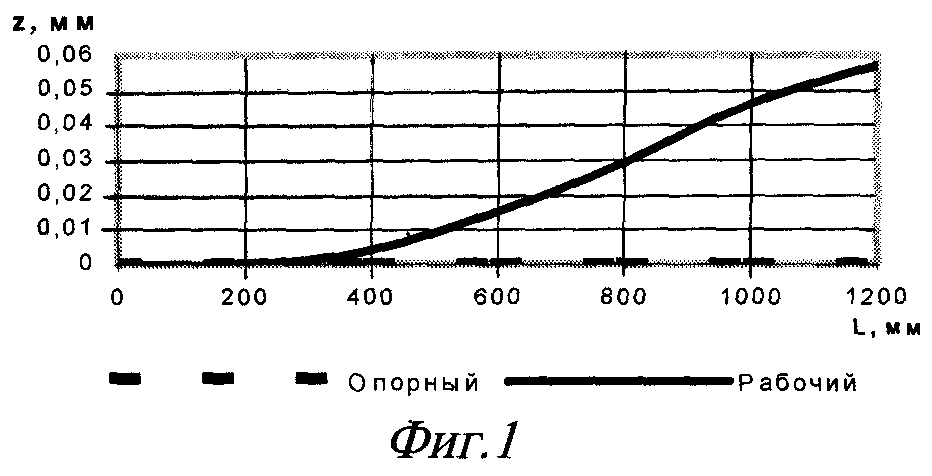
|
 Получить полное описание патента
Получить полное описание патента