|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ |  |
Номер публикации патента: 2182933 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C21D009/48 C21D009/663 C21D001/26 | | Аналоги изобретения: | SU 1337425 A1, 15.09.1987. SU 1399361 A1, 30.05.1988. SU 1330193 A1, 15.08.1987. SU 1461771 A1, 28.02.1989. АПТЕРМАН В.Н. и др. Колпаковые печи. - М.: Металлургия, 1965, с.124-129. ДЕДЕК В. Полосовая сталь для глубокой вытяжки. Перевод с чешского, 1970, с.114-117. |
| Имя заявителя: | Открытое акционерное общество "Магнитогорский металлургический комбинат" | | Изобретатели: | Тахаутдинов Р.С.
Латыпов Р.Т.
Сарычев А.Ф.
Мишин М.П.
Малова Н.И.
Антипенко А.И.
Злов В.Е.
Буданов А.П. | | Патентообладатели: | Открытое акционерное общество "Магнитогорский металлургический комбинат" |
Реферат | |
Изобретение относится к области металлургии, в частности к производству стального проката, и может быть использовано при получении полосовой стали для штамповки деталей сложной конфигурации. Техническим результатом изобретения является получение холоднокатаной полосы после отжига с высоким качеством поверхности, практически без отложений сажи и комплексом механических свойств, микроструктуры, кристаллографической текстуры, обеспечивающих высокую категорию вытяжки при штамповке деталей сложной конфигурации при одновременном увеличении выхода годного, снижении издержек производства, повышении рентабельности. Способ включает нагрев до 690-710oС с промежуточной выдержкой при 640-660oС с определением графика нагрева в самой медленно прогреваемой зоне стопы рулонов и проведением продувки подмуфельного пространства от начала нагрева до достижения в самой медленно прогреваемой зоне стопы рулонов температуры, равной температуре завершения процесса испарения прокатной эмульсии, защитной средой, содержащей 4-7% водорода, остальное азот. 1 табл. , 1 ил.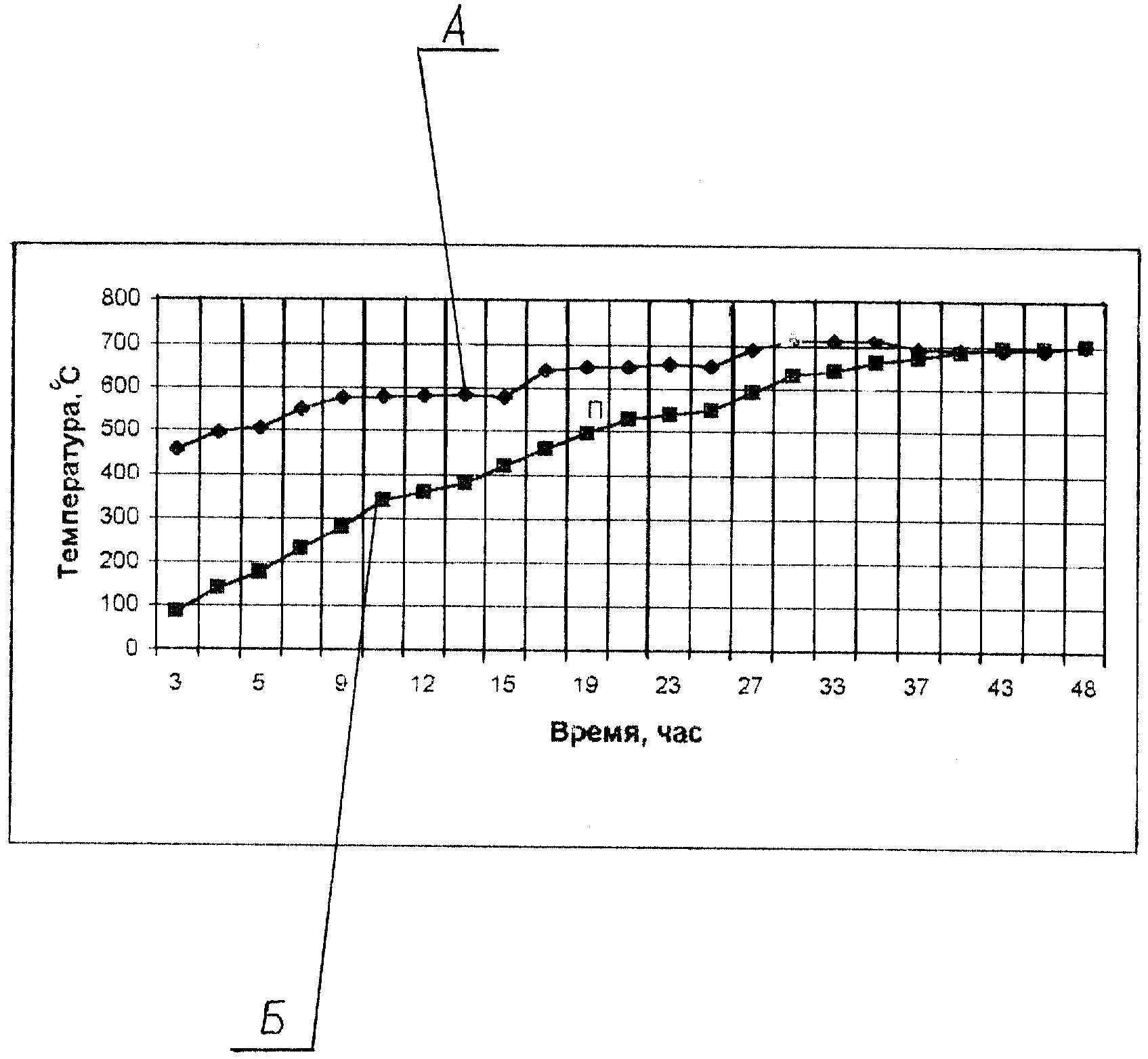
|
 Получить полное описание патента
Получить полное описание патента