|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЭКСТРУДИРОВАННОЙ МНОГОСЛОЙНОЙ ТРУБЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ |  |
Номер публикации патента: 2182868 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B29C047/02 F16L009/12 B32B031/30 | | Аналоги изобретения: | RU 2126322 С1, 20.02.1999. RU 2088404 С1, 27.08.1997. RU 2157939 С1, 20.10.2000. GB 2046865 А, 19.11.1980. DE 3530187 А1, 05.03.1987. US 4640313 А, 03.02.1987. EP 0024220 А1, 25.02.1981. EP 0530507 А1, 10.03.1993. |
| Имя заявителя: | Закрытое акционерное общество Научно-производственное предприятие "МАЯК-93" | | Изобретатели: | Бухарев Е.Ю.
Рыжов Н.Н.
Романов А.С.
Берляев А.И. | | Патентообладатели: | Закрытое акционерное общество Научно-производственное предприятие "МАЯК-93" |
Реферат | |
Изобретение относится к области производства труб и может быть использовано для изготовления металлополимерных труб с теплоизолирующим покрытием. Способ включает формирование металлической трубы с полимерным покрытием путем соэкструзии полимерного материала на ее внутреннюю и наружную поверхности при перемещении трубы и охлаждение. После охлаждения вокруг трубы с полимерным покрытием дополнительно формируют пористый слой путем экструзии полимерного материала со вспенивающимся агентом на наружную поверхность внешнего полимерного покрытия металлической трубы при перемещении ее внутри экструзионной головки. Головка имеет калибр внешней поверхности изготавливаемой трубы, снабженный охлаждающей рубашкой. Используют экструзионную головку с по меньшей мере одним каналом для формирования пористого слоя. Поперечное сечение канала на выходе в месте сопряжения его с калибрующим каналом одинаково по форме с поперечным сечением калибрующего канала, образованного наружной поверхностью металлической трубы с полимерным покрытием и внутренней поверхностью калибра внешней поверхности изготавливаемой трубы. Площадь s поперечного сечения выхода канала для формирования пористого слоя связана с площадью S поперечного сечения калибрующего канала выражением s=S/n, где n - количество каналов. В качестве полимерного материала с вспенивающим агентом для пористого слоя используют полиолефин с порофором при плотности полиолефина 900 - 960 кг/м3, с газовым числом порофора 200 - 220 мл/г и температурой разложения 180 - 200oС. Экструзию осуществляют при 135 - 180oС. Толщину стенки калибра внешней поверхности изготавливаемой трубы между охлаждающей рубашкой и выходом канала для формирования пористого слоя выполняют меньшей, чем толщина стенки калибра внешней поверхности изготавливаемой трубы под охлаждающей рубашкой. Описано также устройство для осуществления способа и соэкструдированная многослойная труба. Изобретение обеспечивает непрерывное изготовление металлических труб с полимерным и теплоизолирующим покрытиями, имеющих возможность изгиба без нарушения теплоизолирующего покрытия. 3 с. и 25 з.п. ф-лы, 7 ил.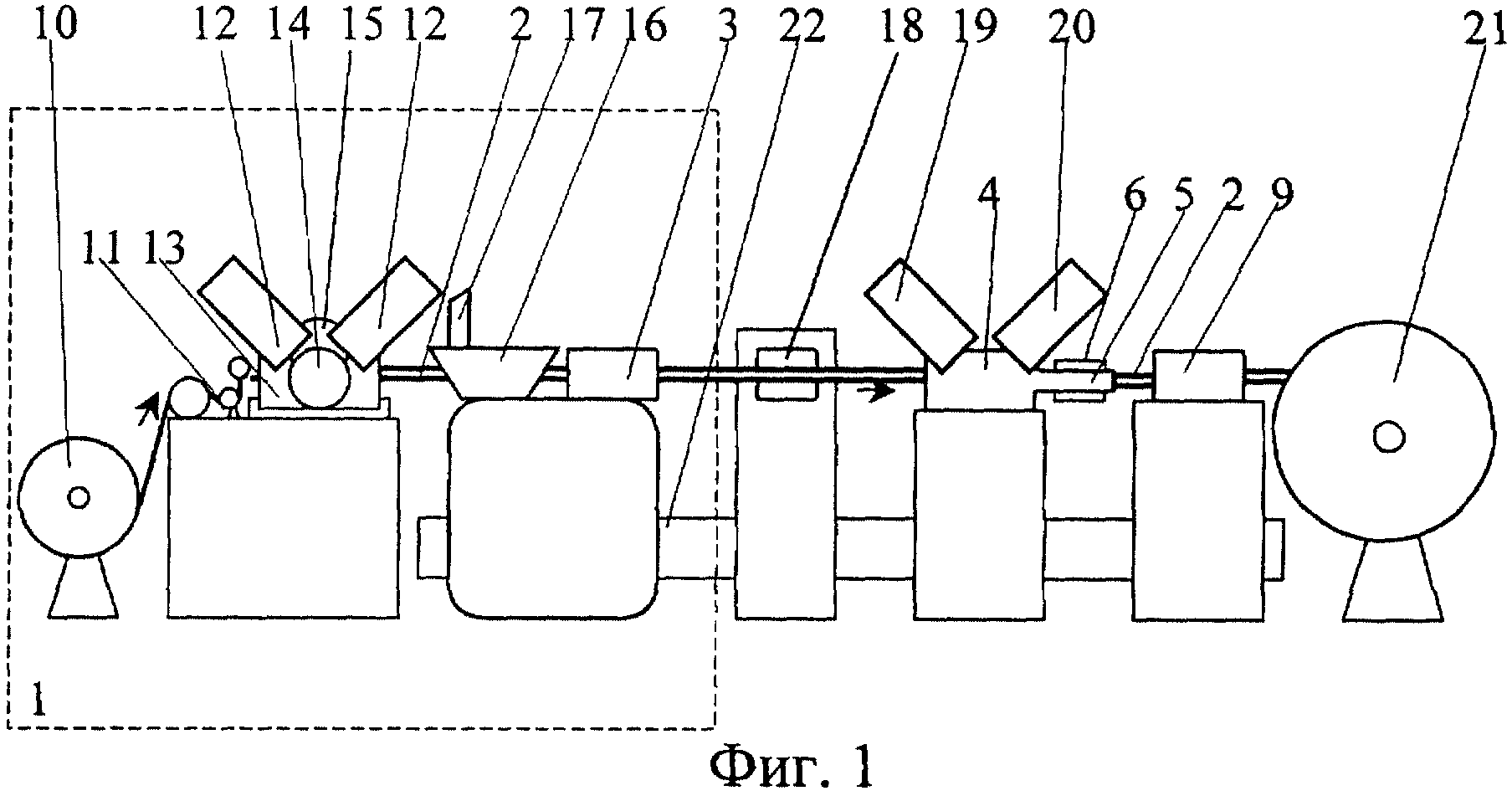
|
 Получить полное описание патента
Получить полное описание патента