|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ |  |
Номер публикации патента: 2182531 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B001/00 B24B055/02 B24B005/06 | | Аналоги изобретения: | SU 1604585 A1, 07.11.1990. SU 1366319 A1, 15.01.1988. SU 1673417 A1, 30.08.1991. SU 1743824 A1, 30.06.1992. |
| Имя заявителя: | Блурцян Давид Рафикович | | Изобретатели: | Блурцян Д.Р.
Трифонова Ю.В.
Блурцян И.Р.
Гусев В.Г. | | Патентообладатели: | Блурцян Давид Рафикович |
Реферат | |
Изобретение относится к области машиностроения и может быть использовано при шлифовании вращающихся или неподвижно закрепленных заготовок с охлаждением. Перед шлифованием правят круг, выдвинув его сегменты на максимальный диаметр, превышающий диаметр обрабатываемой поверхности заготовки. Вводят невращающийся круг в емкость с расположенной в ней кольцевой заготовкой. Закрывают крышку емкости и включают подачу СОЖ. Сообщают кругу возвратно-поступательные движения и вращение и, при возможности, вращение заготовке. Производят черновую, получистовую, чистовую и отделочную обработку заготовки, ступенчато уменьшая частоту вращение круга. Затем выключают вращение круга и прочие движения формообразования. Выключают подачу СОЖ, открывают емкость, отводят круг, извлекают готовую деталь и промывают емкость для удаления из нее отходов обработки. При этом используют проточную емкость с оcевыми отверстиями в ее торцах для подвода и слива СОЖ вдоль оси вращения заготовки. Подвод СОЖ к зоне обработки осуществляют от неподвижно закрепленного трубопровода через осевое отверстие в торце емкости, через внутреннюю полость сборного абразивного инструмента и через каналы между режущими сегментами круга. Такие действия позволяют повысить качество деталей и производительность процесса внутреннего шлифования за счет существенного повышения давления и скорости течения СОЖ на обрабатываемой поверхности и в зоне резания. 4 з.п. ф-лы, 3 ил.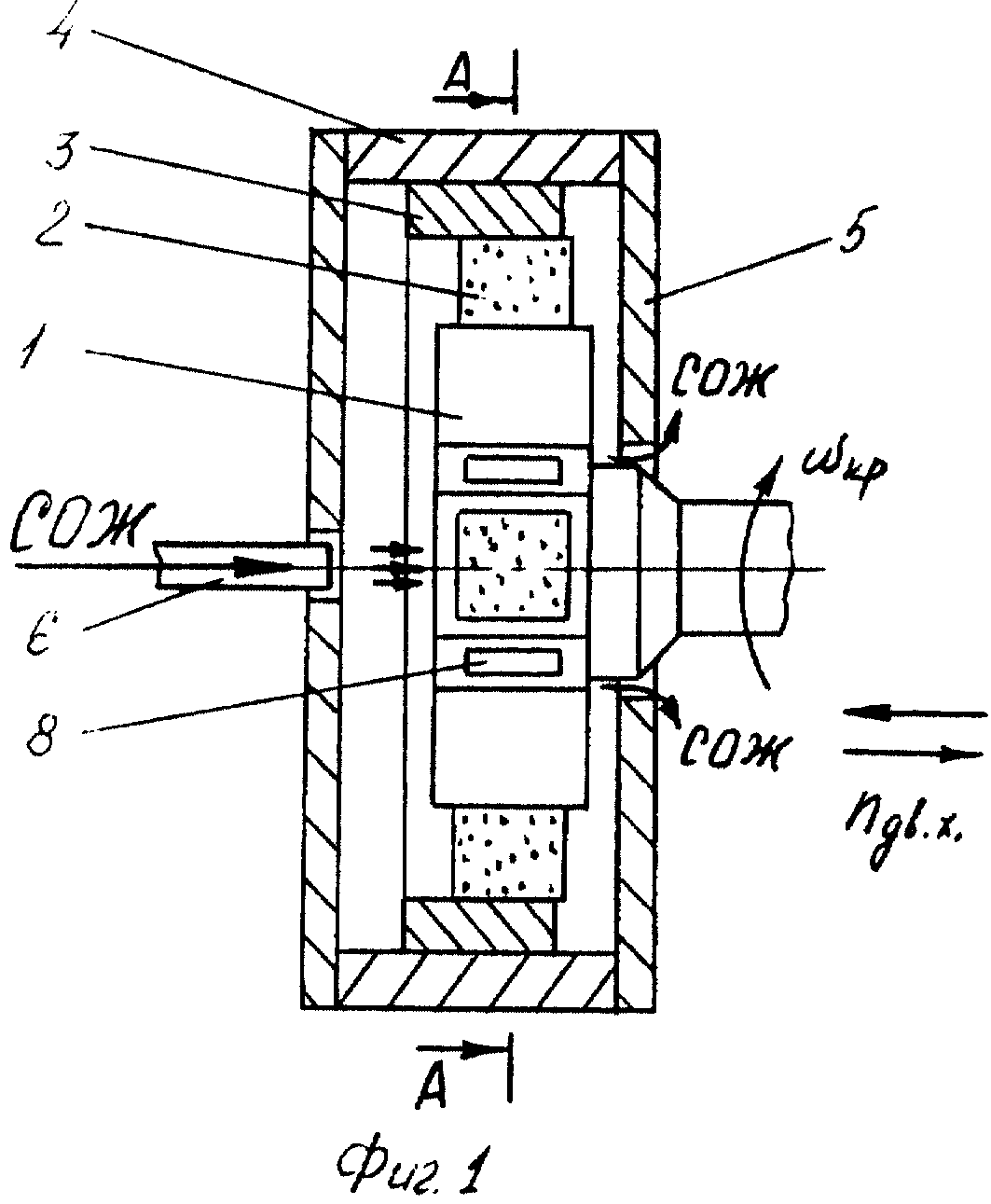
|
 Получить полное описание патента
Получить полное описание патента