|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2182055 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | RU 2129054 C1, 20.04.1999. RU 2129055 C1, 20.04.1999. RU 129056 C1, 20.04.1999. SU 265060, 01.07.1970. GB 1285511, 16.08.1972. US 4413395, 08.11.1983. FR 2428485, 11.01.1980. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева
Общество с ограниченной ответственностью "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к области обработки металлов давлением. Производят предварительный обжим конца трубы, после чего на его внешней поверхности выполняют кольцевой выступ в виде двух разновеликих трапеций. Меньшее основание верхней трапеции выполняют с острыми кромками, расстояние между которыми равно расстоянию между вершинами углов внешней кольцевой канавки отверстия трубной решетки. Указанную кольцевую канавку выполняют с трапециевидным поперечным сечением. Трубу устанавливают в отверстие трубной решетки с совмещением кольцевого выступа трубы с внешней кольцевой канавкой отверстия. Трубу фиксируют от возможного перемещения и закрепляют в отверстии трубной решетки путем приложения к внутренней поверхности трубы сжимающего усилия. При этом сначала осуществляют стадию свободного введения кольцевого выступа трубы во внешнюю кольцевую канавку решетки, которую завершают образованием угловых плотностей соединяемых элементов. Затем осуществляют стадию локальной развальцовки трубы, на которой производят последующую фиксацию кольцевого выступа в кольцевой канавке при пластическом течении материала трубы. После завершения стадии локальной развальцовки окончательно фиксируют трубу относительно отверстия трубной решетки путем поперечного сдвига полотна трубы относительно ее кольцевого выступа. В результате обеспечивается повышение качества заполнения объемов кольцевых канавок и улучшение служебных характеристик вальцовочных соединений. 5 ил.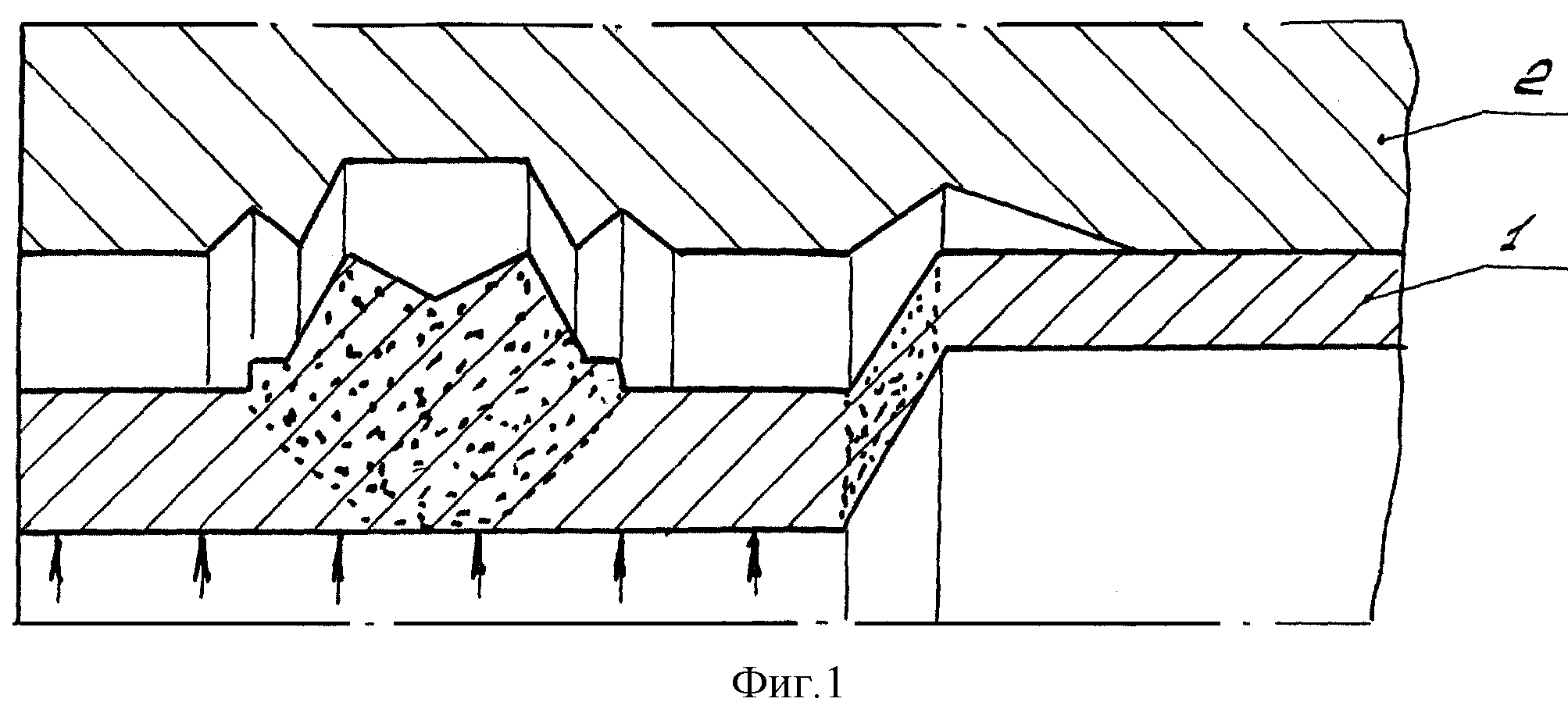
|
 Получить полное описание патента
Получить полное описание патента