|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ |  |
Номер публикации патента: 2181653 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B001/00 B24B029/00 B24D013/02 | | Аналоги изобретения: | RU 2146591 С1, 20.03.2000. SU 1215954 А, 07.03.1986. SU 1511100 А1, 30.09.1989. SU 1085771 А, 15.04.1984. ЩЕГОЛЕВ В.А. и др. Эластичные абразивные и алмазные инструменты. - Л.: Машиностроение, 1977, с.5-7, 63-65. US 4625466, 02.12.1986. |
| Имя заявителя: | Ульяновский государственный технический университет | | Изобретатели: | Дубровский П.В. | | Патентообладатели: | Ульяновский государственный технический университет |
Реферат | |
Изобретение относится к области машиностроения и предназначено для полирования поверхностей отверстий деталей машин. Детали сообщают продольную подачу, а обработку ведут дисками, которые устанавливают на оправке под углом к оси вращения. Используют диски диаметром, соответствующим номинальному диаметру отверстий, из шлифовальной шкурки с различной зернистостью абразива, импрегнированные бакелитовым лаком. Между дисками с возможностью жесткого контакта располагают диски-вкладыши с размещенной в них смазочно-охлаждающей технологической средой (СОТС) различной вязкости. Диаметр дисков-вкладышей выбирают превышающим наибольшую величину диаметра отверстия детали. Диски и диски-вкладыши устанавливают на оправке в порядке последовательного снижения зернистости абразива и вязкости СОТС. Такие действия улучшают условия контакта взаимодействующих поверхностей путем подвода СОТС в зону резания, что повышает качество обработки. 1 ил.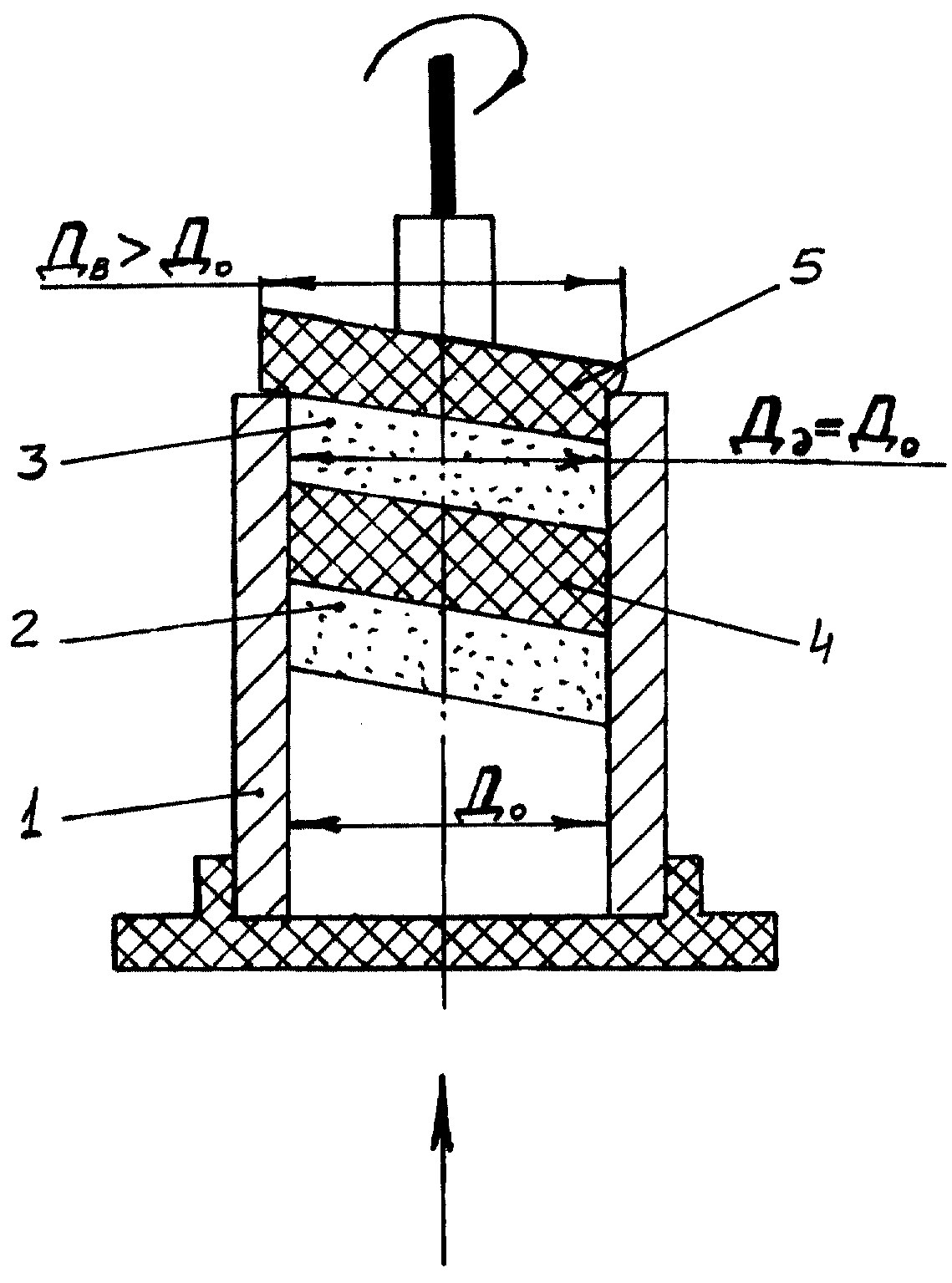
|
 Получить полное описание патента
Получить полное описание патента