|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ |  |
Номер публикации патента: 2180111 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | G01N029/04 G01N029/06 | | Аналоги изобретения: | 1. SU 1769119 A1, 15.10.1992. 2. SU 1748047 A1, 15.07.1992. 3. SU 1753406 A1, 07.08.1992. 4. WO 87/07026 A1, 19.11.1987. |
| Имя заявителя: | Открытое акционерное общество "Новосибирский завод химконцентратов" | | Изобретатели: | Жуков Ю.А.
Петров А.Н.
Марченко В.Г.
Милешко В.А. | | Патентообладатели: | Открытое акционерное общество "Новосибирский завод химконцентратов" |
Реферат | |
Изобретение относится к неразрушающему контролю ультразвуковым методом и используется для обнаружения, визуализации и определения размеров дефектов. Повышение точности контроля достигается за счет того, что ультразвуковым пьезопреобразователем дефектоскопа равномерно сканируют изделие по спирали с определенным шагом спирали и шагом сканирования по спирали, величины которых не превышают значения ширины ультразвукового луча, и формируют в памяти системы обработки информации и управления массив данных распределения эхосигналов с привязкой каждого измерения к соответствующей ему координате. Фиксируют количество точек контроля, в которых обнаружен дефект, по совокупности координат этих точек определяют конфигурацию и местоположению дефекта, а площадь его определяют по формуле S=N•l•h, где S - площадь дефекта, h - шаг спирали, N - количество точек контроля, в которых зафиксирован дефект, l - шаг сканирования по спирали. 3 ил., 2 табл.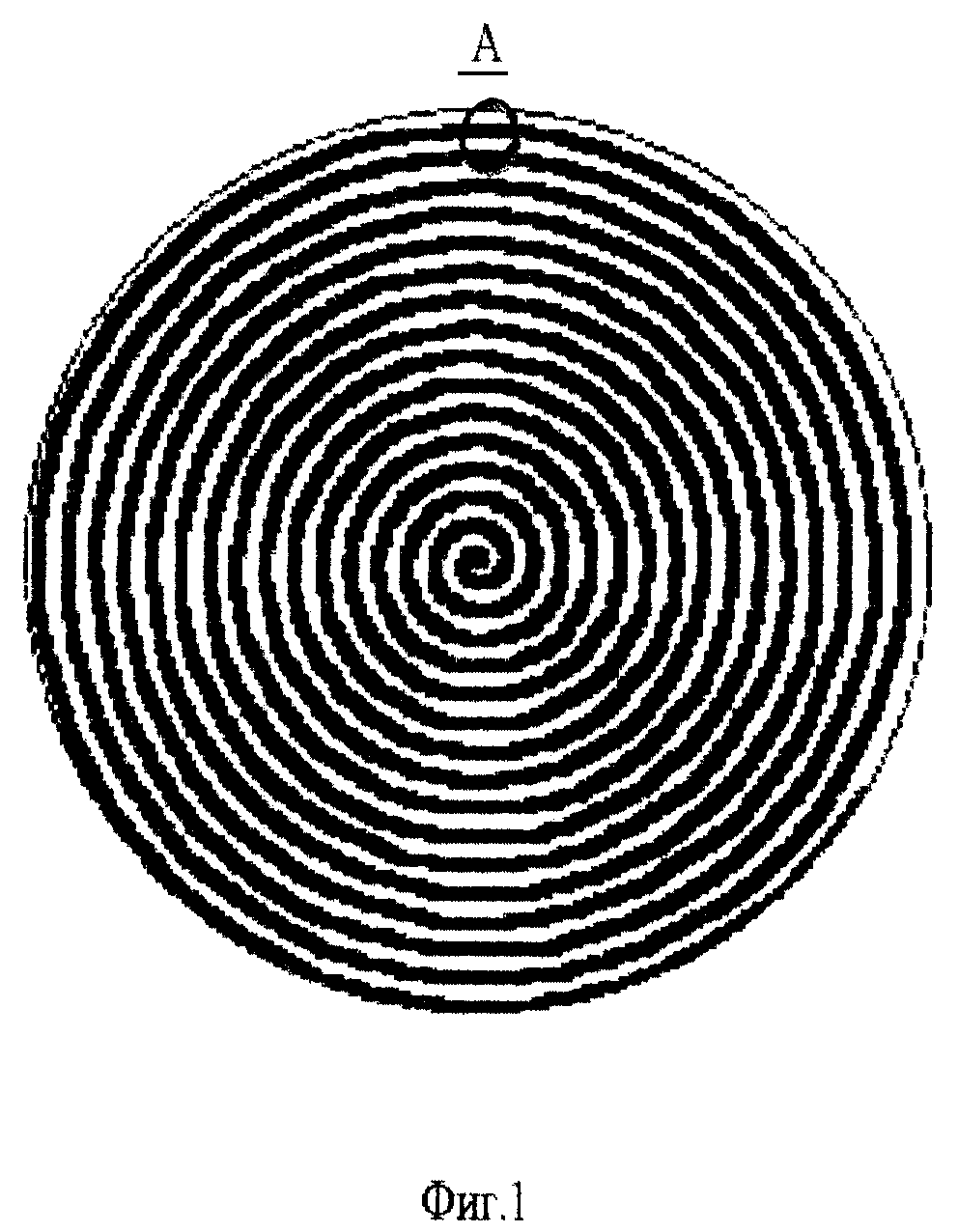
|
 Получить полное описание патента
Получить полное описание патента