|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ |  |
Номер публикации патента: 2179902 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D028/16 B26F001/38 | | Аналоги изобретения: | ЗУБЦОВ М.Е. Листовая штамповка. - Л.: Машиностроение, Ленинградское отделение, 1980, с.93-96, рис.39. SU 1018756 А, 23.05.1983. SU 613842, 05.07.1978. RU 2060078 С1, 20.05.1996. GB 1224543, 10.03.1971. US 4477537, 16.10.1984. DE 2056828, 08.03.1973. |
| Имя заявителя: | Открытое акционерное общество "Калужский завод автомобильного электрооборудования" | | Изобретатели: | Никифоров Ю.Б. | | Патентообладатели: | Открытое акционерное общество "Калужский завод автомобильного электрооборудования" |
Реферат | |
Изобретение относится к чистовой вырубке деталей из сталей средней твердости и может быть использовано при изготовлении деталей без последующей обработки. Производят вырубку детали на верхней ступени матрицы и последующий обжим среза путем проталкивания детали через нижнюю коническую ступень матрицы. В процессе вырубки преодолевают сопротивление детали, оставшейся в матрице после предыдущего цикла вырубки. Вырубку каждой детали производят одновременно с проталкиванием через нижнюю коническую ступень матрицы упомянутой детали, оставшейся после предыдущего цикла вырубки. При обжиме среза величину степени деформации выбирают из условия, при котором удельное усилие проталкивания детали через нижнюю коническую ступень матрицы не менее предела текучести материала детали. В результате обеспечивается повышение чистоты среза детали и уменьшение искривления ее торцов. 2 ил.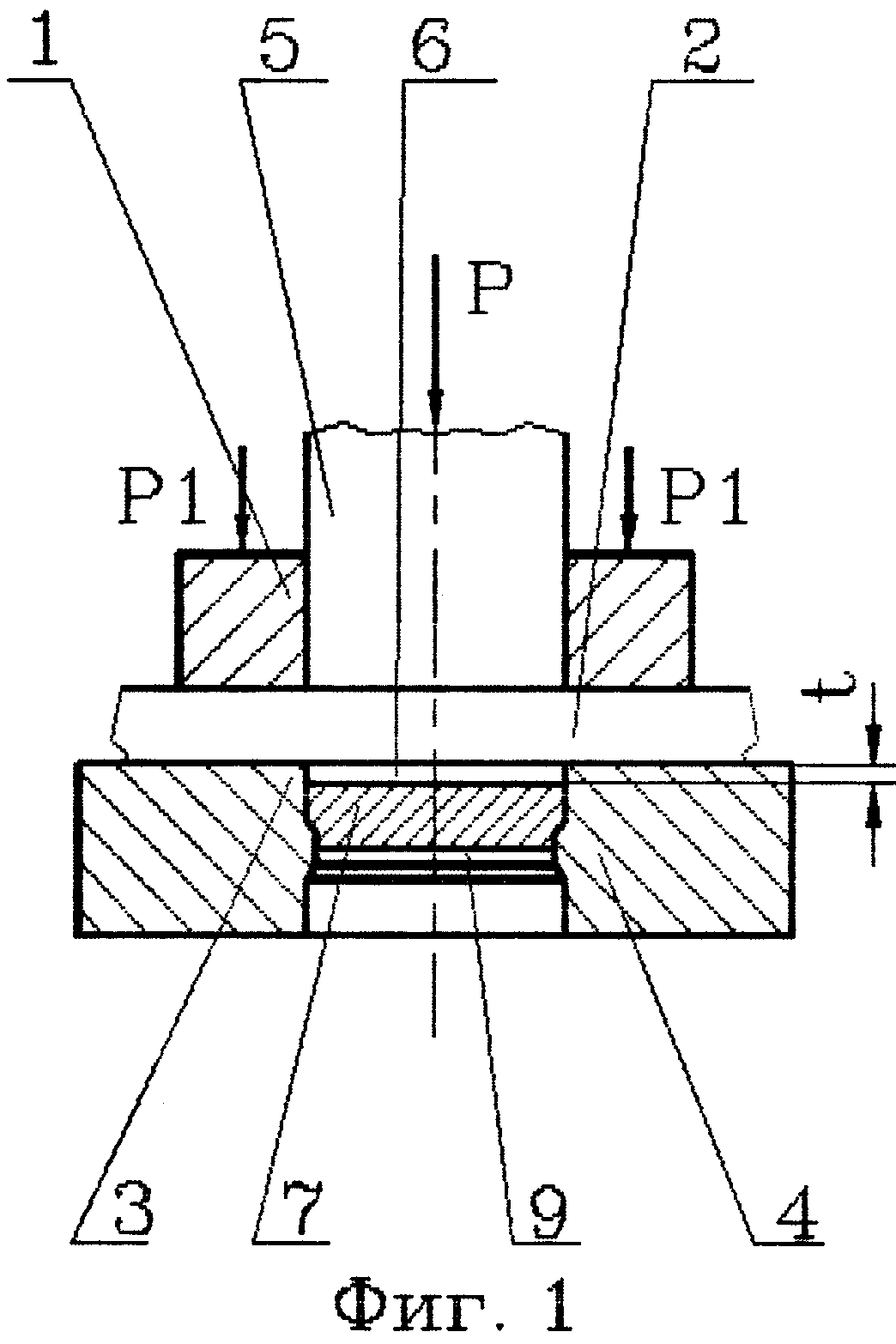
|
 Получить полное описание патента
Получить полное описание патента