|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ |  |
Номер публикации патента: 2179502 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B019/14 F01D005/00 G01B005/20 | | Аналоги изобретения: | RU 2047464, 10.11.1995. DE 3005606, 20.08.1981. SU 606092, 05.05.1978. SU 152813, 05.07.1963. SU 593905, 28.01.1978. SU 544543, 11.02.1977. |
| Имя заявителя: | Гололобов Олег Александрович | | Изобретатели: | Гололобов О.А.
Мавлютов Р.Р.
Паращенко В.М.
Гилязов М.Ф.
Кабанов В.М. | | Патентообладатели: | Гололобов Олег Александрович
Институт механики Уфимского научного центра РАН |
Реферат | |
Изобретение относится к производству газотурбинных двигателей, турбогенераторов и других лопаточных машин. Перед изготовлением ротора производят сортировку материалов по химическому составу и механическим свойствам. Окончательную обработку выполняют шлифованием с автоматическим контролем прошлифованных профилей. По результатам последнего судят о годности деталей по блочным размерам, а последующее деформационное упрочнение осуществляют только на годных по геометрическим размерам изделиях, причем замковые и шлицевые соединения (наружные, внутренние, торцовые соединения Хирта) в зоне концентраторов напряжений подвергают воздействию лазерного луча. Операции шлифования, контроля, упрочнения (или разупрочнения лучом лазера) ведут с одной установки изделия и непосредственно на станке, снабженном устройством для автоматического контроля блочных размеров, выполненным в виде тороидальных дисковых измерительных наконечников, размещенных в корпусе с направляющими для парного числа измерительных кареток с контактными поверхностями и отсчетными механизмами линейных перемещений узлов измерения расстояния между измерительными элементами с наконечниками и упорами наконечников, установленными между контактными поверхностями измерительных кареток. Измерительные элементы выполнены в виде тороидальных дисковых роликов с возможностью поворота вокруг ступенчатых осей. 3 с. и 6 з.п. ф-лы, 41 ил.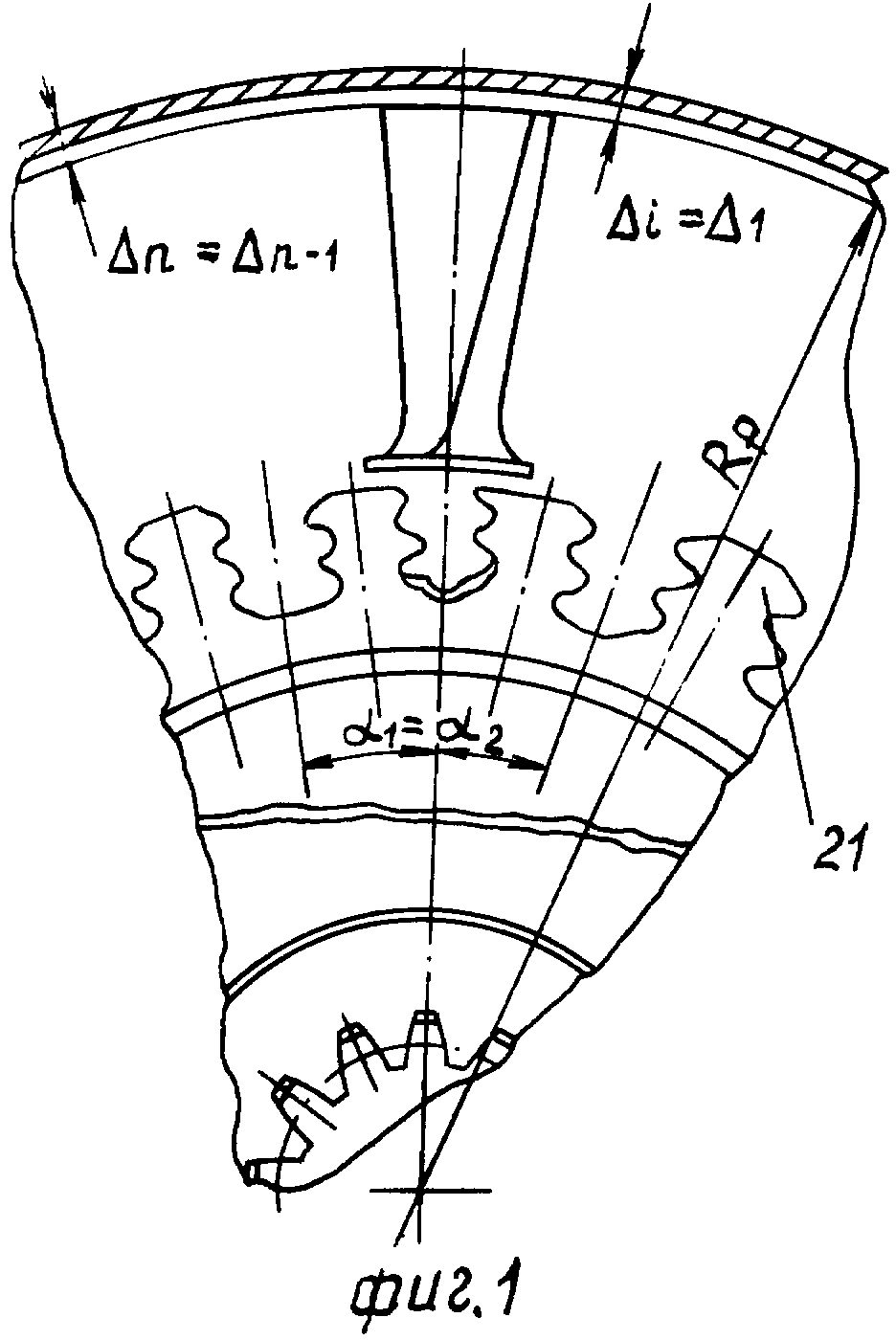
|
 Получить полное описание патента
Получить полное описание патента