|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2179490 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21H003/06 | | Аналоги изобретения: | GB 1080482, 30.07.1963. GB 1080481, 30.07.1963. SU 1066457 A, 07.01.1984. SU 48109, 31.08.1936. US 3901066, 26.08.1975. GB 1151169, 07.04.1967. |
| Имя заявителя: | ОАО "ЭТНА" | | Изобретатели: | Колотухин Н.Н.
Карташов А.Л.
Хохлов Е.Н. | | Патентообладатели: | Хохлов Евгений Николаевич
Карташов Алексей Леонидович
Колотухин Николай Николаевич |
Реферат | |
Изобретение относится к резьбообразующему инструменту и может быть использовано для накатывания резьбы на стержневых деталях типа винтов самонарезающих. Способ включает выдавливание на заготовке материала, формирование из него предварительной резьбы переменного профиля по боковым образующим сторонам нитки, большего у ножки нитки и меньшего у ее вершины, который в процессе формообразования резьбы вытягивают до высоты нитки и преобразуют в профиль резьбы готового изделия в процессе калибровки. Инструмент для формирования накаткой резьбы на стержневых деталях выполнен в виде резьбонакатывающей плашки с множеством параллельно чередующихся ниток и канавок на заборном участке, боковые стороны смежных ниток имеют переменный профиль и образуют резьбоформирующую канавку, при этом меньший резьбоформирующий профиль канавки равен углу профиля оттиска резьбы готового изделия и проходит между ножками смежных ниток плашки по вершине образуемой ими канавки, плавно увеличиваясь до высоты нитки и переходя в форму профиля оттиска резьбы готового изделия на калибрующем участке. Повышает качество изделий и износостойкость инструмента. 2 с. и 3 з.п. ф-лы, 9 ил.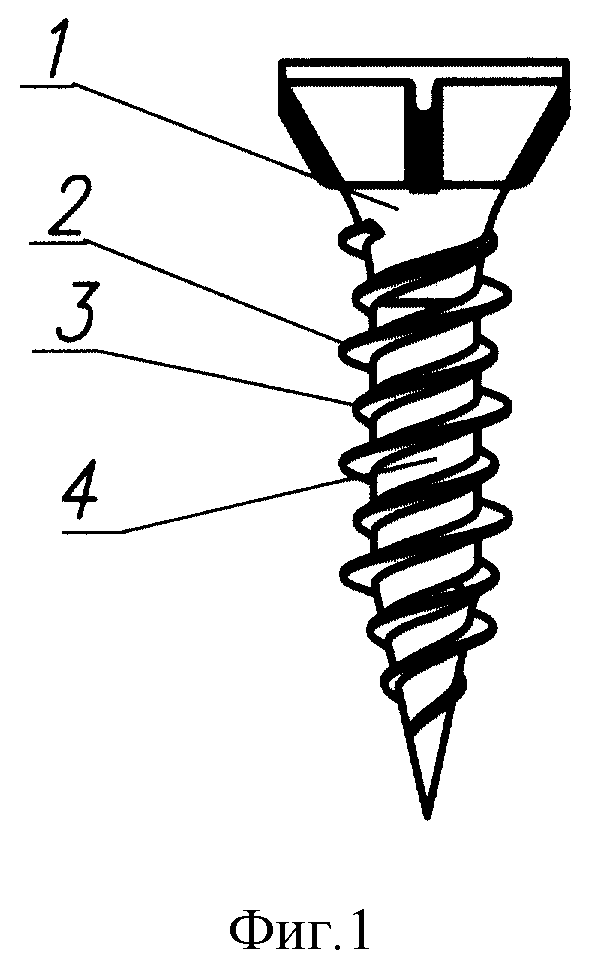
|
 Получить полное описание патента
Получить полное описание патента