|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ВАЛКОВ |  |
Номер публикации патента: 2179487 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21B028/02 | | Аналоги изобретения: | Труды второго конгресса прокатчиков г. Череповец, 27-30 октября 1997, - М.: Издат. АО "Черметинформация", 1998, с. 347-348. SU 1477446 А1, 30.12.1988. RU 2121897 С1, 20.11.1998. RU 2139155 С1, 14.04.1998. RU 21391156 С1, 10.10.1999. |
| Имя заявителя: | Открытое акционерное общество "Северсталь" | | Изобретатели: | Соболев В.Ф.
Плахтин В.Д.
Дзарахохов К.З.
Глухов В.В.
Краева Л.В. | | Патентообладатели: | Открытое акционерное общество "Северсталь" |
Реферат | |
Изобретение относится к прокатному производству и может быть использовано при восстановлении опорных валков методом наплавки. Задача изобретения - повышение качества наплавки, снижение энергозатрат, сокращение расхода валков и повышение качества прокатываемых полос. Способ восстановления опорных валков включает предварительный подогрев валка в колпаковой печи горизонтального типа до 440-460oС с нагревом до 100oС со скоростью 10-20oС/ч и последующим нагревом до указанной конечной температуры с более высокой скоростью, но не более 50oС/ч, наплавку валка с одновременным подогревом и его последующее охлаждение. Способ отличается тем, что после предварительного подогрева и установки валка на наплавочный станок до наплавки конические шейки валка закрывают теплоизоляционными кожухами, мостовым краном приподнимают валок над наплавочным станком, покрывают люнетные шейки валка теплоизоляционной смазкой, на опоры станка устанавливают притиры, которые остаются на опорах до конца наплавки, и на них люнетными шейками опускают валок, включают привод вращения валка и в течение 1,5-2,0 ч притирают теплоизоляционную смазку на люнетных шейках. После завершения наплавки валок помещают в термическую печь для нормализации, нагревают его до 520-550oС, выдерживают при этой температуре в течение 10-12 ч, охлаждают в печи со скоростью 15-20oС/ч до 100oС, после чего охлаждают естественным образом вне печи до температуры окружающей среды. Изобретение обеспечивает получение однородного наплавленного слоя металла аустенитной структуры с высокой сопротивляемостью к образованию трещин и выкрашиванию. 3 ил.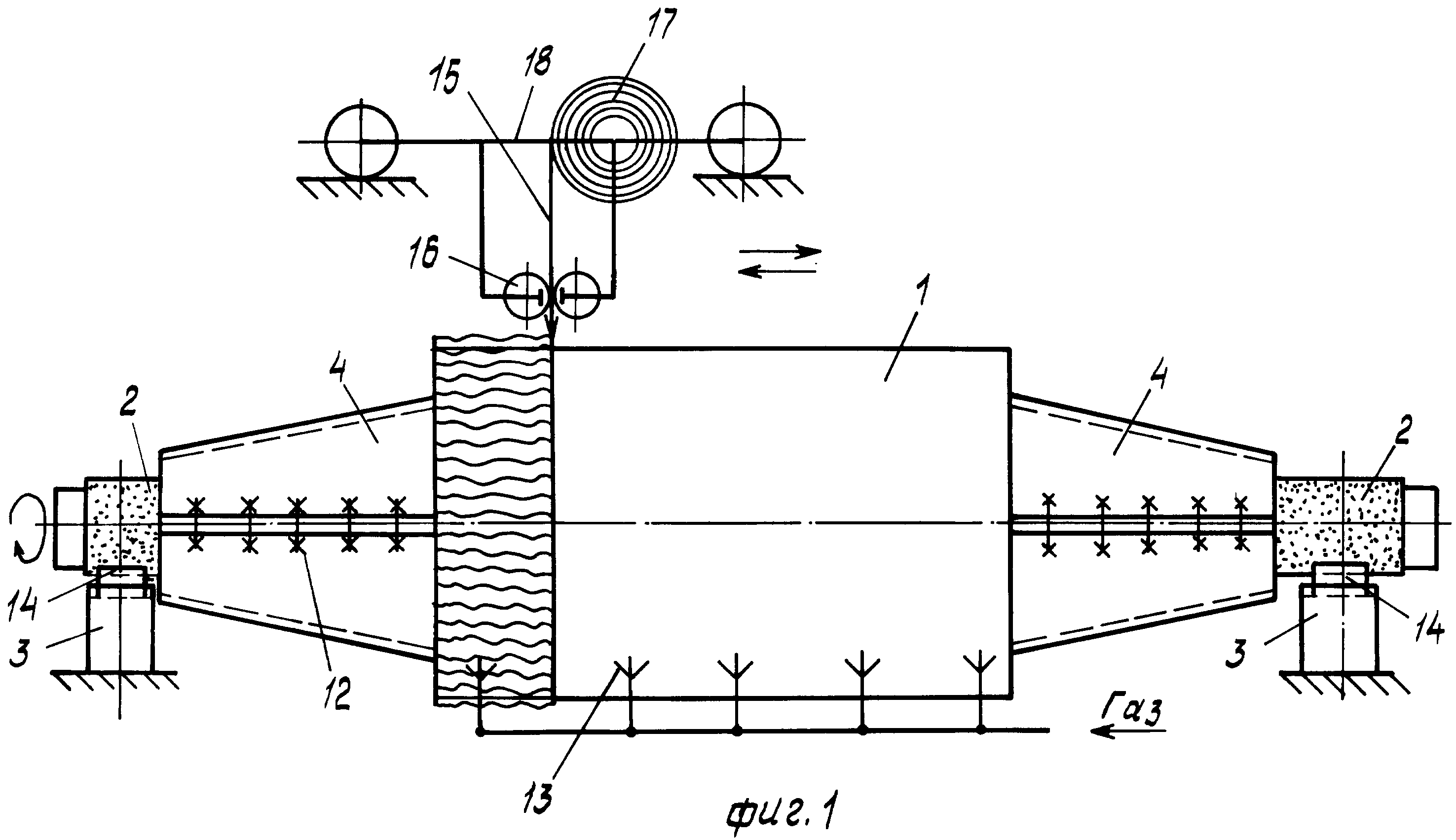
|
 Получить полное описание патента
Получить полное описание патента