|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ДОННОГО ЭКРАНА |  |
Номер публикации патента: 2179102 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K031/02 | | Аналоги изобретения: | Альбом конструкций ЖРД, Под рук. В.П.ГЛУШКО - М.: Воениздат Минобороны СССР, 1969, с.23, фиг.35. RU 2097286 C1, 27.11.1997. RU 2083448 C1, 10.07.1997. НИКОЛАЕВ Г.А. и др. Расчет, проектирование и изготовление сварных конструкций. - М.: Высшая школа, 1971, с.177-182. |
| Имя заявителя: | ОАО "НПО Энергомаш им. академика В.П. Глушко" | | Изобретатели: | Бобков В.И.
Семенов В.Н.
Лайков Е.П.
Попов А.Б.
Деркач Г.Г.
Леонов А.И.
Мовчан Ю.В.
Головченко С.С.
Молев Н.Ф.
Зыков М.И.
Демидов А.В. | | Патентообладатели: | ОАО "НПО Энергомаш им. академика В.П. Глушко" |
Реферат | |
Изобретение относится к сварке, в частности к способу изготовления конструкции донного экрана, и может найти применение в ракетостроении. Скрепление элементов и секций донного экрана осуществляют сваркой. Сначала собирают и сваривают кронштейны и выполняют в них базовые отверстия диаметром, меньшим диаметра чистовой обработки на величину поводок и деформаций от сборки и сварки всех элементов конструкции. После чего в отдельных стапелях осуществляют сборку и сварку элементов с получением отдельных сборочных единиц, которые собирают и сваривают между собой в секции. Затем секции собирают и сваривают с получением сварной конструкции, которую устанавливают в жесткое приспособление. Ее фиксируют по базовым отверстиям кронштейнов, обрабатывают по наружному диаметру и растачивают базовые отверстия до чистового размера. После этого выполняют обработку отверстий под скобы, бобышки и гайки, которые приваривают к конструкции. Элементы конструкции изготавливают толщиной, превышающей чистовой размер на величину, рассчитанную с учетом обработки после сварки путем деформирования в пределах упругой деформации, не превышающей предельных значений для данной конструкции. В результате получают конструкцию заданных размеров без деформаций, коробления и трещин в сварных соединениях. 2 з.п. ф-лы, 4 ил.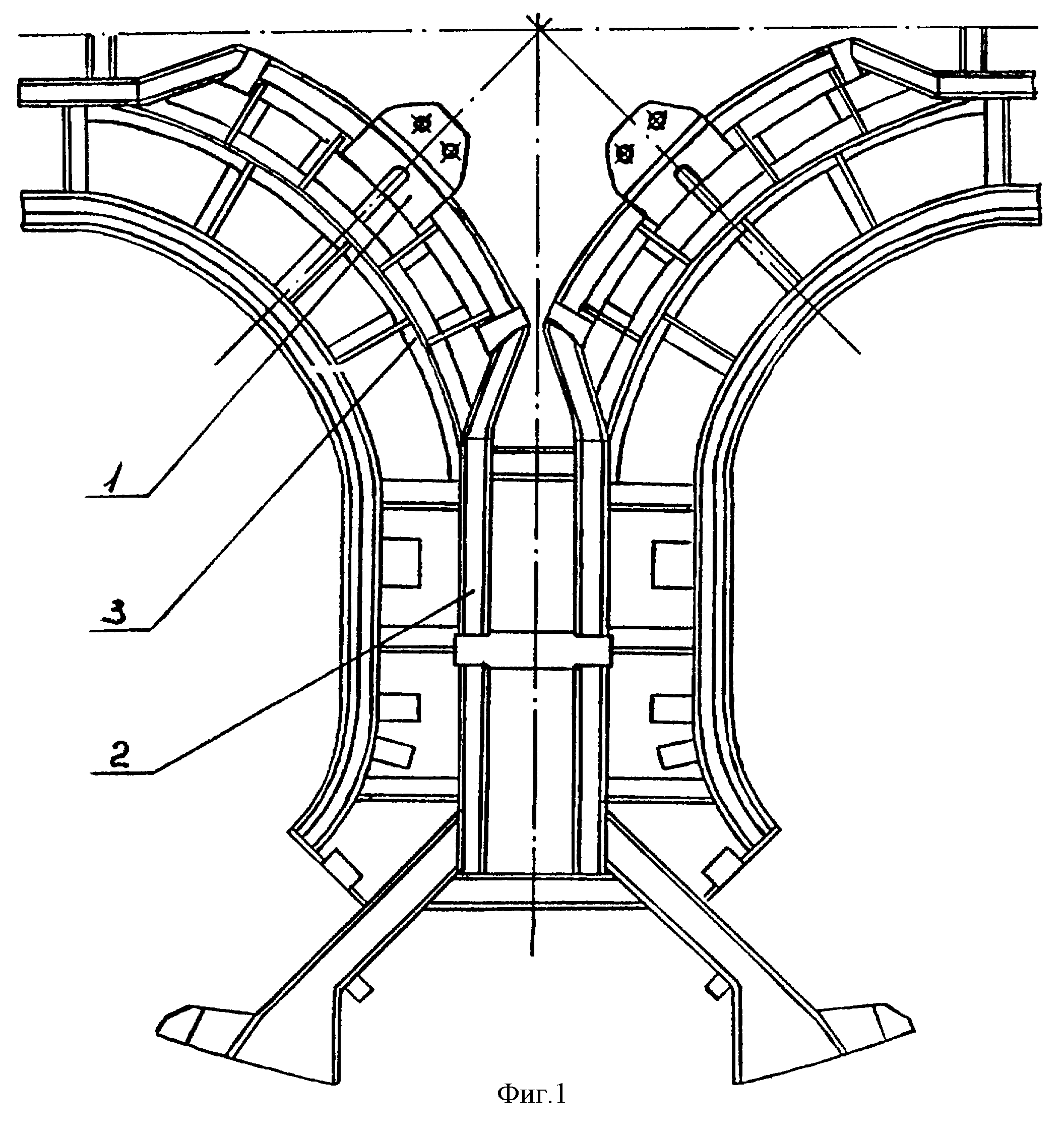
|
 Получить полное описание патента
Получить полное описание патента