|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ОБРАБОТКИ НА ТОКАРНОМ СТАНКЕ ЗАГОТОВКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ |  |
Номер публикации патента: 2179088 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23B001/00 B23B005/24 | | Аналоги изобретения: | US 4867020, 19.09.1989. US 4739684, 26.04.1988. SU 156395, 06.09.1963. SU 364391, 23.02.1973. RU 2123320 С1, 20.06.1998. GB 1355108, 30.05.1974. FR 2221211, 10.11.1974. |
| Имя заявителя: | Федяков Петр Иванович | | Изобретатели: | Федяков П.И.
Бутузов М.Б.
Миронов А.С. | | Патентообладатели: | Федяков Петр Иванович
Бутузов Михаил Борисович
Миронов Алексей Сергеевич |
Реферат | |
Изобретение относится к способам механической обработки на токарных станках изделий высокой точности и сложной геометрии наружного профиля и используется, в частности, для обработки заготовок поршней двигателя внутреннего сгорания. Способ обработки на токарном станке заготовки поршня двигателя внутреннего сгорания включает установку на станке и базирование заготовки поршня базовыми элементами, ее чистовую и получистовую обработки при протачивании канавок с фасками под поршневые кольца, обтачивании поверхности юбки и растачивании отверстия под поршневой палец. Перед протачиванием канавок с фасками осуществляют протачивание торца днища заготовки. При протачивании торца днища, канавок с фасками и обтачивании поверхности юбки установку заготовки осуществляют соосным консольным креплением на оправке с фланцем во вращаемом шпинделе станка, а при растачивании отверстия под поршневой палец - на поступательно перемещаемом рабочем столе станка. Базирование заготовки при ее установке на оправке производят по двум базовым точкам, расположенным на обращенных к поверхности юбки сторонах отверстия под поршневой палец, и ответным точкам упора базовых элементов заготовки с внутренней стороны юбки в перпендикулярную оси шпинделя базовую плоскость фланца оправки, а базирование заготовки при ее установке на рабочем столе производят по базовым точкам базовых элементов заготовки, расположенных с противоположных сторон от рабочего стола, ответным точкам упора торца днища заготовки в поверхность рабочего стола станка и ориентирующим точкам базовых элементов внешней поверхности заготовки, предохраняющим ее от проворота при обработке и расположенным с противоположных сторон отверстия под поршневой палец. Изобретение обеспечивает высокое качество обработки заготовок поршней. 2 ил.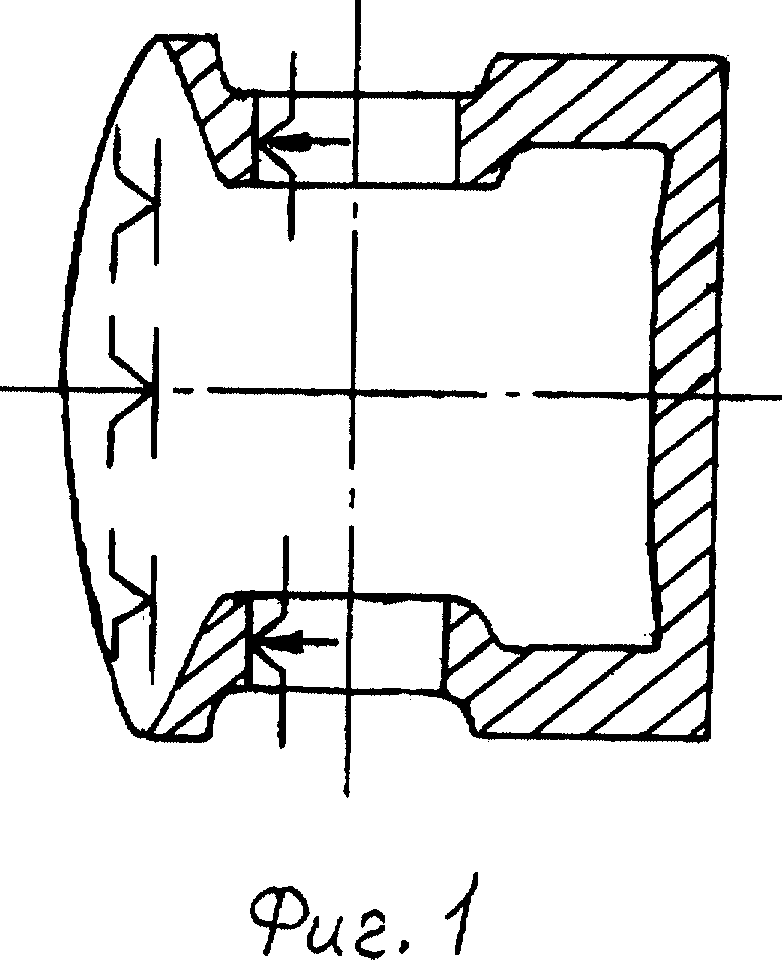
|
 Получить полное описание патента
Получить полное описание патента