|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ |  |
Номер публикации патента: 2178230 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | H02K015/02 H02K015/04 | | Аналоги изобретения: | SU 1275664 A1, 07.12.1986. RU 2027284 C1, 20.01.1995. FR 2361767 A, 14.04.1978. US 4080724 A, 28.03.1978. US 3821846 A, 02.07.1974. GB 2001266 A, 31.01.1979. FR 2745443 A1, 29.08.1997. |
| Имя заявителя: | Шалаев Владимир Григорьевич | | Изобретатели: | Шалаев В.Г. | | Патентообладатели: | Шалаев Владимир Григорьевич |
Реферат | |
Изобретение относится к электромашиностроению, в частности к способу изготовления статора электрической машины, преимущественно большой мощности, с обмоткой, имеющей непрерывную изоляцию в пазовой и лобовой частях. Техническим результатом изобретения является повышение технологичности изготовления статора. Данный технический результат достигается путем того, что проводники обмотки укладываются группами на технологический каркас в соответствии с их расположением в окончательно собранном сердечнике, при этом между группами проводников устанавливают также технологические дистанционные элементы. Удаляя элементы, между указанными группами размещают зубцы сегментов электротехнической стали, осуществляя сборку сердечника. При установке в статор зубцы сегментов поворачивают, отдаляя их боковые кромки от проводников обмотки. Для опрессовки уложенных на разъемные нажимные кольца сегментов используют диск со съемными сухарями. На собранный сердечник накладывают верхнее нажимное кольцо и сердечник стягивают шпильками. Каркас, диск, конусные элементы и сухари удаляют, а проводники обмотки окончательно уплотняют клиньями. 2 з. п. ф-лы, 2 ил.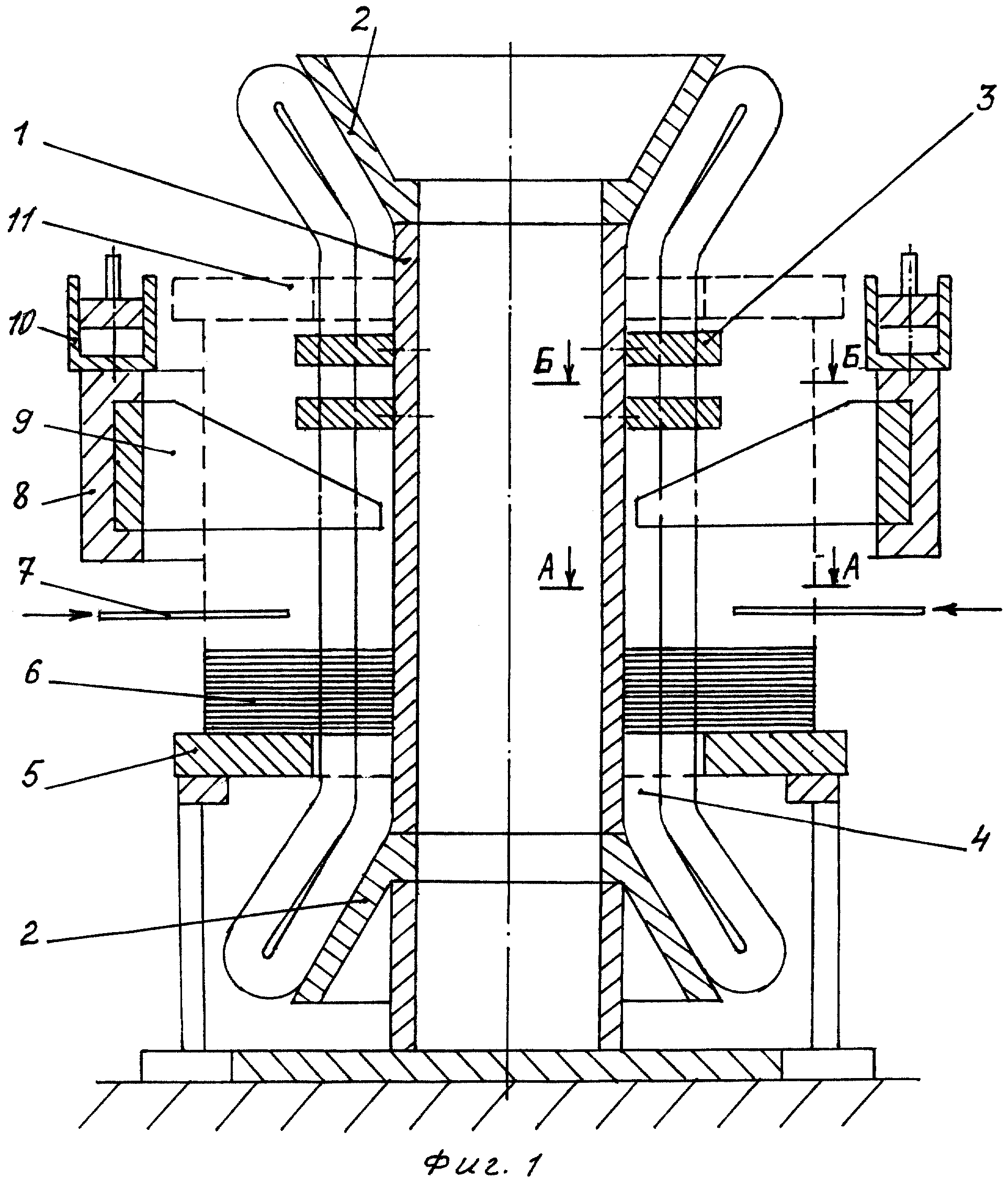
|
 Получить полное описание патента
Получить полное описание патента