|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2177852 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | Крепление труб в трубных решетках. Отраслевой стандарт. ОСТ 26-02-1015-85, Москва, 01.01.1987. RU 2087231 С1, 20.08.1997. SU 265060, 01.07.1970. GB 1285511, 16.08.1972. FR 2428485, 11.01.1980. US 4413395, 08.11.1983. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева
Общество с ограниченной ответственностью "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к обработке металлов давлением, в частности к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Предварительно конец трубы калибруют по внешнему диаметру и профилируют в пределах калиброванной части путем обжима с формированием участка с криволинейной образующей, обращенной в сторону оси трубы. Затем трубу устанавливают в трубное отверстие, имеющее кольцевые канавки, с минимальным зазором. При этом участок с криволинейной образующей располагают консольно относительно внешних кромок кольцевых канавок. Закрепление трубы осуществляют в два этапа. На первом этапе производят первоначальное закрепление на длине от торца трубы до профилированного участка. На втором этапе осуществляют окончательное закрепление, которое ведут в две стадии путем приложения деформирующего усилия на участке трубы, имеющем минимальный диаметр. В результате обеспечивается качественное заполнение материалом трубы объемов кольцевых канавок трубной решетки и повышение служебных характеристик полученного вальцовочного соединения. 7 ил.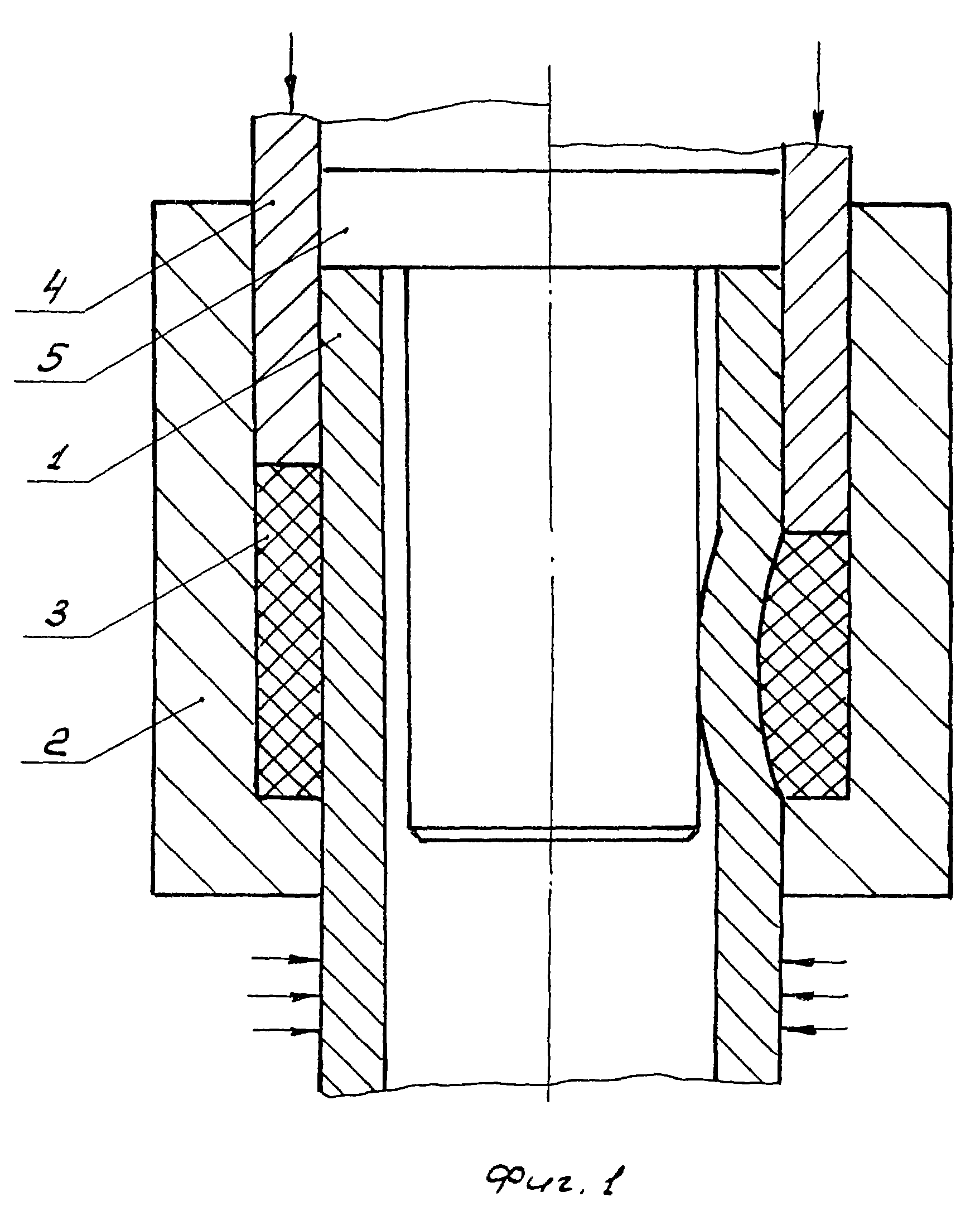
|
 Получить полное описание патента
Получить полное описание патента