|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2177851 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | Отраслевой стандарт. Крепление труб в трубных решетках, ОСТ 26-02-1015-85. - М., 01.01.1987. RU 2078636 C1, 10.05.1997. SU 265060, 01.07.1970. SU 1323177 A1, 15.07.1987. US 4413395, 08.11.1983. GB 1285511, 16.08.1972. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева
Общество с ограниченной ответственностью "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к обработке металлов давлением и может быть использовано при образовании комбинированных вальцовочных соединений труб с трубными решетками теплообменных аппаратов. Конец трубы предварительно калибруют по внешнему диаметру на участке длиной, превышающей толщину трубной решетки. Часть калиброванного участка трубы обжимают с получением участка кольцевой жесткости в форме усеченного конуса. Трубу устанавливают одним концом в трубное отверстие решетки с расположением участка кольцевой жесткости в плоскости внутренней решетки. Торец трубы размещают над лицевой поверхностью трубной решетки. Трубу фиксируют от возможного перемещения, после чего производят первую стадию развальцовки трубы роликами механической вальцовки. При этом обеспечивают внеконтактную деформацию в радиальном направлении участка кольцевой жесткости и формируют участок кольцевой плотности между внутренней кромкой трубного отверстия трубной решетки и участком кольцевой жесткости, затем трубу сваривают с трубной решеткой и осуществляют вторую стадию развальцовки. В результате обеспечивается повышение служебных характеристик полученных комбинированных соединений, в том числе их коррозионной стойкости. 9 ил.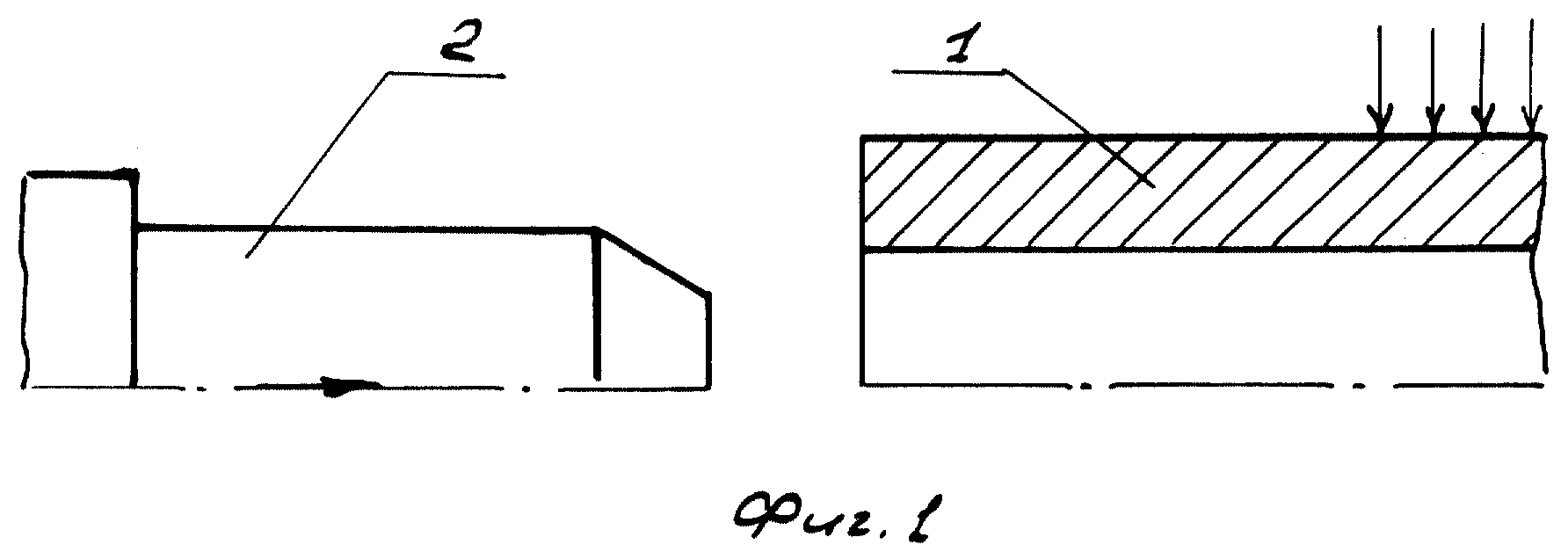
|
 Получить полное описание патента
Получить полное описание патента