|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ |  |
Номер публикации патента: 2175277 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21K001/60 B21J005/06 | | Аналоги изобретения: | RU 2107574 C1, 27.03.1998. RU 2133167 C1, 20.07.1999. RU 2122917 C1, 10.12.1998. SU 1523421 A1, 23.11.1989. SU 1184599 A, 15.10.1985. US 3978538, 07.09.1976. FR 2005720, 12.12.1969. |
| Имя заявителя: | Уфимский государственный авиационный технический университет | | Изобретатели: | Кузьминых А.А.
Закиров Д.М.
Полозовский В.А.
Нуркаев И.Б.
Валиев Р.Ш.
Бушмин В.С.
Газизов Х.Ш. | | Патентообладатели: | Уфимский государственный авиационный технический университет |
Реферат | |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полупустотелых стержневых деталей ступенчатой формы типа заклепок, корпусов шипа, валов, осей и пальцев на холодновысадочных автоматах. Отрезают заготовку мерной длины и последовательно производят ее калибровку с выдавливанием наметки, прямое выдавливание с получением глухой полости на одном конце стержня, редуцирование в матрице с конической деформирующей и выходной калибрующей частями с получением ступенчатого полуфабриката с расположенной на торце меньшей ступени глухой полостью и окончательное оформление головки на другом торце. Редуцирование в матрице совмещают с обжимом стенки глухой полости и производят на калибрующей оправке, расположенной со стороны торца меньшей ступени вне конической деформирующей части матрицы. Осевое течение металла стенки глухой полости и ее форму задают за счет изменения контактного трения или конфигурации выходной калибрующей части матрицы при следующем соотношении размеров глухой полости: S/Dдет > 0,2, где S - толщина стенки глухой полости детали; Dдет - наружный диаметр стенки глухой полости детали. В результате обеспечивается повышение качества полученных деталей и стойкости инструмента. 1 ил.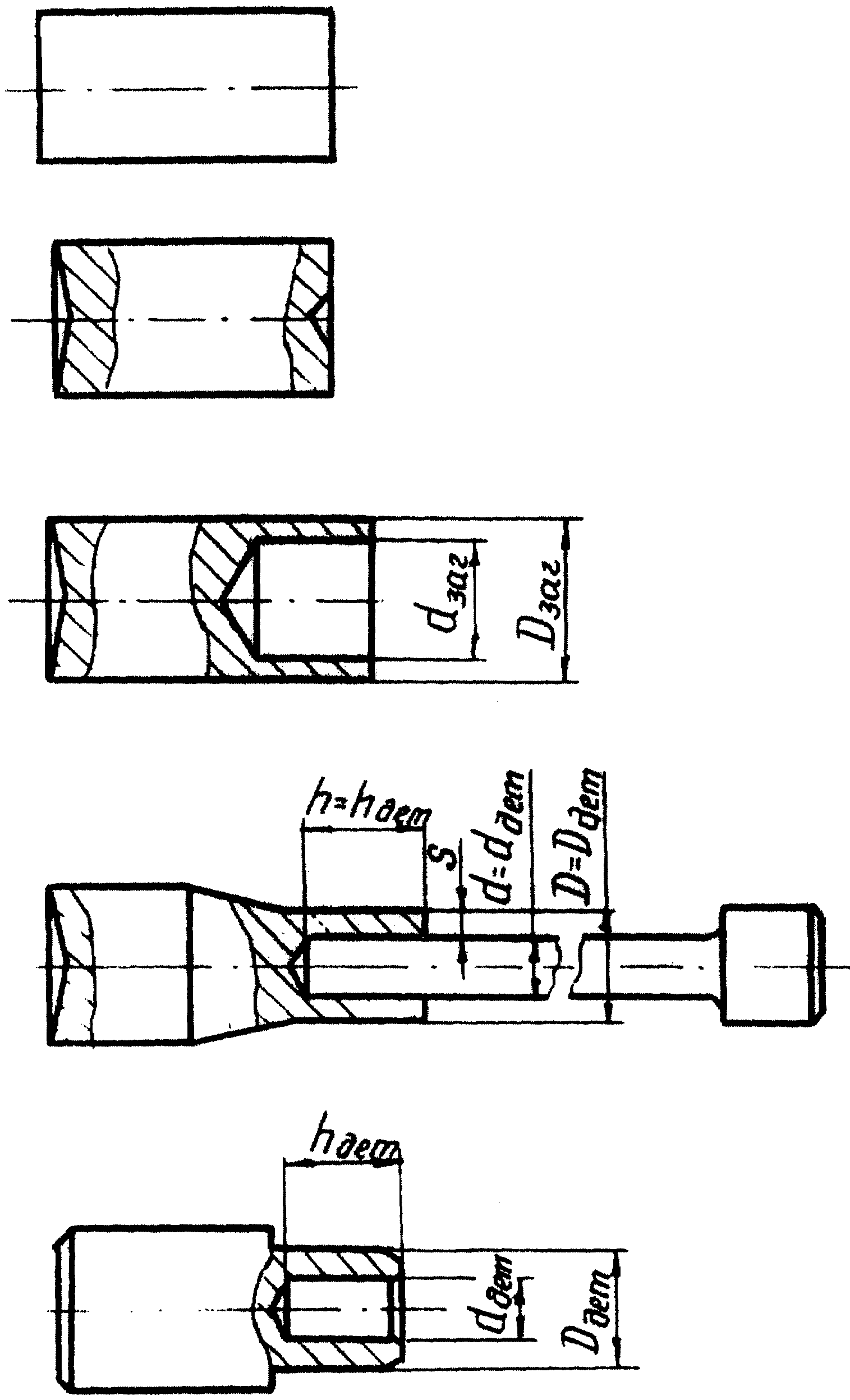
|
 Получить полное описание патента
Получить полное описание патента