|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2174886 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | Крепление труб в трубных решетках. ОСТ 26-02-1015-85. - M., 01.01.1987. RU 2087231 С1, 20.08.1997. SU 265060, 01.07.1970. GB 1285511, 16.08.1972. US 4413395, 08.11.1983. FR 2428485, 11.01.1980. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С.
Резник Л.А. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева
Общество с ограниченной ответственностью "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Трубу, прошедшую подготовительные операции, одним концом устанавливают в отверстие трубной решетки, выполненное с внутренней и внешней кольцевыми канавками. Трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии путем развальцовки, которую осуществляют приложением к внутренней поверхности трубы сжимающего усилия. Развальцовку трубы осуществляют в две стадии, на первой из которых производят формирование на трубе опорного кольцевого выступа путем заполнения ее материалом объема внутренней кольцевой канавки отверстия трубной решетки. На второй стадии развальцовки осуществляют выдавливание материала трубы в направлении от ее свободного торца к опорному кольцевому выступу. В результате обеспечивается получение требуемых служебных характеристик вальцовочных соединений без приложения повышенных сжимающих усилий к внутренней поверхности трубы. 7 ил.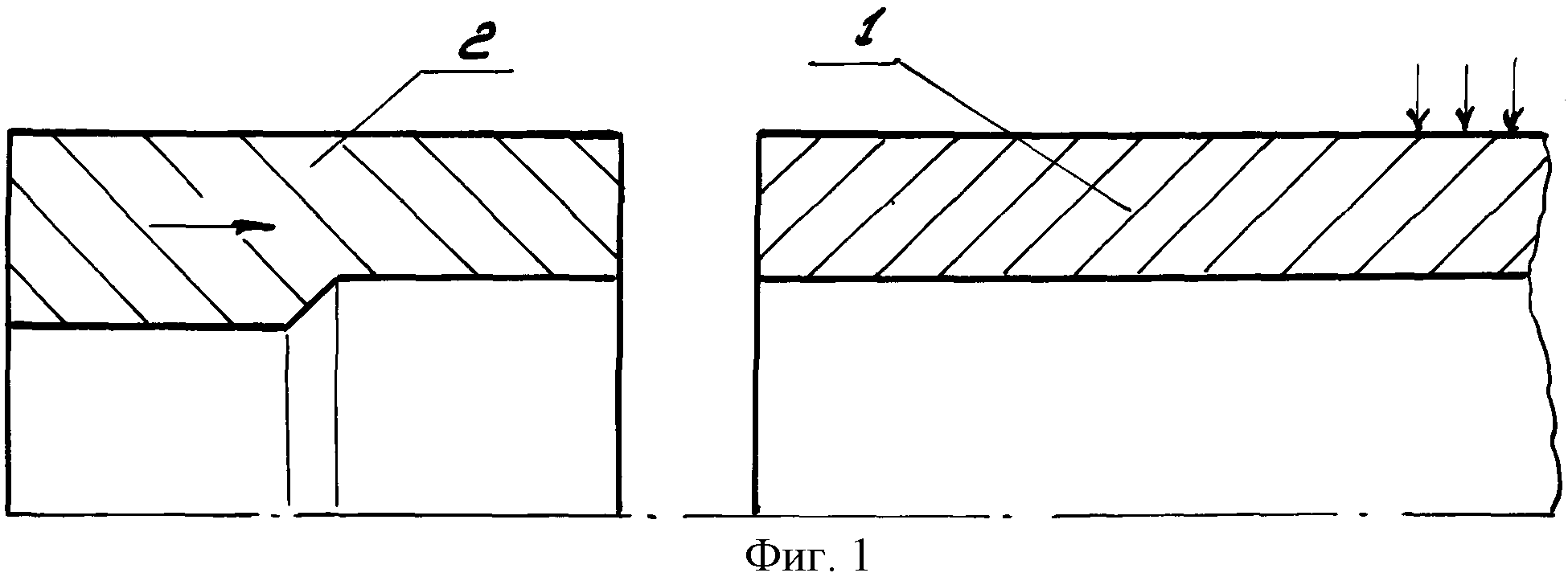
|
 Получить полное описание патента
Получить полное описание патента