|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ |  |
Номер публикации патента: 2174467 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B29D009/00 B29C053/56 B32B001/08 | | Аналоги изобретения: | БУЛАНОВ И.М., ВОРОБЕЙ В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: МГТУ им.Баумана, 1998, с.466-467. SU 1799742 A1, 07.03.1993. SU 310060 A, 26.07.1971. FR 2397279 A1, 09.02.1979. US 4061520 A, 06.12.1977. GB 1417350 A, 10.12.1975. DE 3440740 A1, 20.06.1985. US 4289555 A, 15.09.1981. EP 0403685 A1, 27.12.1990. |
| Имя заявителя: | Открытое акционерное общество Научно-производственное объединение "КОМПОЗИТ" | | Изобретатели: | Голуб М.А.
Демичев В.И.
Логинов А.И.
Мелешко А.И. | | Патентообладатели: | Открытое акционерное общество Научно-производственное объединение "КОМПОЗИТ" |
Реферат | |
Изобретение относится к машиностроению, в частности к конструкциям оболочек из армированных пластиков на основе высокомодульных материалов, изготовлению конструкции оболочек, и может быть использовано для изготовления корпусов телескопа. Способ изготовления оболочки включает изготовление стрингеров, шпангоутов и обшивки методом выкладки в пресс-форме или на оправке заготовок с использованием автоклава и соединение элементов оболочки. Заготовки имеют определенно расположенные направления выкладки и расчетное число слоев. Слои выкладывают симметрично относительно середины слоев. В обшивке выполняют проточки по количеству шпангоутов, два из которых, устанавливаемые по торцам по внутреннему диаметру, протачивают под размер диаметра торцевых проточек на половину их толщины. По внешнему диаметру с этой же стороны выполняют проточки под размер крайних пазов стрингеров. Стрингеры устанавливают в радиальные пазы, выполненные на глубину внутренней проточки этих шпангоутов и количество которых совпадает с количеством стрингеров, определяемых расчетным путем. Остальные шпангоуты также имеют на внешнем диаметре канавки, совпадающие с канавками на стрингерах. Эти шпангоуты устанавливаются в остальные проточки обшивки в виде секторов с выступами на концах, входящими на половину толщины каждого стрингера и количество которых в шпангоуте совпадает с количеством стрингеров. Соединение элементов оболочки производят посредством их склеивания в местах соприкосновения. При этом образуют кольцевое совпадение проточек шпангоутов и пазов стрингеров с последующим запоминанием их намоткой жгутом или нитью с определенным натягом на клеевой основе заподлицо. Описана также конструкция оболочки, получаемая в результате осуществления способа. Изобретение позволяет изготавливать оболочку, сохраняющую размеростабильность при эксплуатации в меняющемся температурном поле при значительных осевых нагрузках и обладающую незначительной массой. 2 с. и 10 з.п.ф-лы, 9 ил.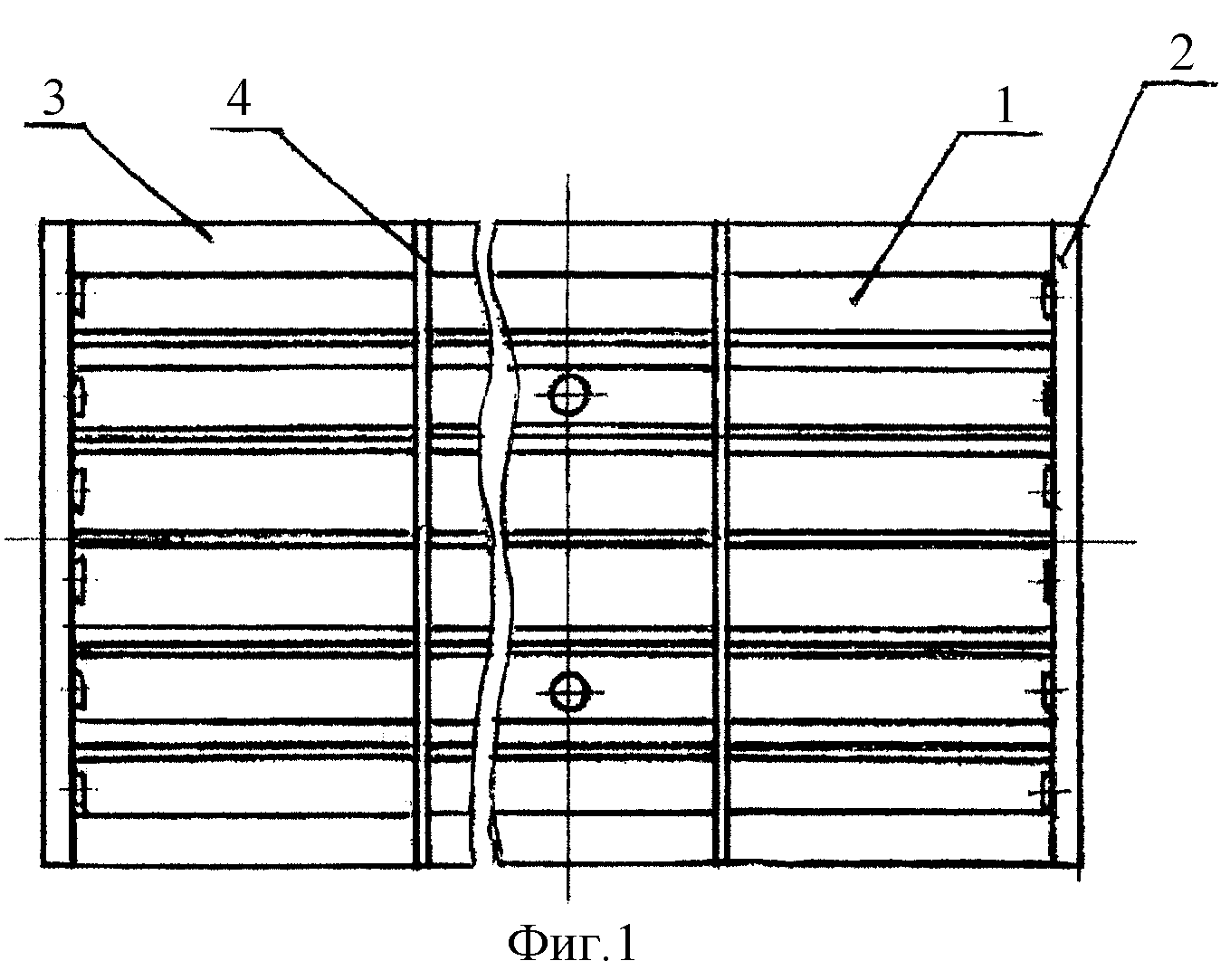
|
 Получить полное описание патента
Получить полное описание патента