|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО |  |
Номер публикации патента: 2173262 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B29C065/02 B29C065/18 B29C065/38 | | Аналоги изобретения: | GB 943457 A, 04.12.1963. EP 0199498 A1, 27.10.1986. DE 1221785 A, 28.07.1966. DE 1221432 A, 21.07.1966. WO 93/14928 A1, 05.08.1993. US 3982992 A, 28.09.1976. SU 1219398 A, 23.03.1986. |
| Имя заявителя: | РАСМУССЕН Оле-Бентт (CH) | | Изобретатели: | РАСМУССЕН Оле-Бентт (CH) | | Патентообладатели: | РАСМУССЕН Оле-Бентт (CH) | | Номер конвенционной заявки: | 9624322.5 | | Страна приоритета: | GB | | Патентный поверенный: | Егорова Галина Борисовна |
Реферат | |
Изобретение относится к способам получения многослойного материала из полимерных пленок с линейным сварным швом, к устройству для их осуществления и к изделиям, полученным такими способами. Способ тепловой сварки, по меньшей мере, двух пленок термоусаживающегося полимерного материала включает нагрев пленок, в результате чего материал каждой из пленок сокращается в плоскости и утолщается. Одновременно воздействуют давлением в сжатой зоне таким образом, чтобы получить сварной шов, содержащий соединенную зону и несоединенную зону, в которой пленка утолщается. На начальной стадии нагрев и давление прикладывают к начальной зоне давления. На второй стадии нагрев и давление прикладывают ко второй зоне давления, которая перекрывает начальную зону давления, простирается от границы начальной зоны давления и включает, по меньшей мере, часть остатка сжатой зоны. При этом давление, по меньшей мере, в части начальной зоны, расположенной смежно с границей сжатой зоны, снижается. По меньшей мере, один из сварочных элементов прокатывают относительно другого сварочного элемента. Нагрев и давление поддерживают в зоне перекрытия от начала начальной стадии до конца второй стадии. По второму варианту способа стадия раскрытия сварочных шин состоит в прокатке шин относительно друг друга поверх расширений указанных шин на одной стороне сварного шва. Указанные расширения выдерживают при температуре, ниже минимальной температуры сварки. Расширения удерживают материал в процессе, по меньшей мере, части периода охлаждения, чтобы снизить усадку сварного шва в его продольном направлении. Описан также получаемый многослойный материал со сварным швом, пакет из термосвариваемого полимерного материала и термосварочное устройство для осуществления способа. Изобретение позволяет получить сварной шов, имеющий высокую прочность на отрыв при ударе. 6 с. и 32 з.п.ф-лы, 10 ил.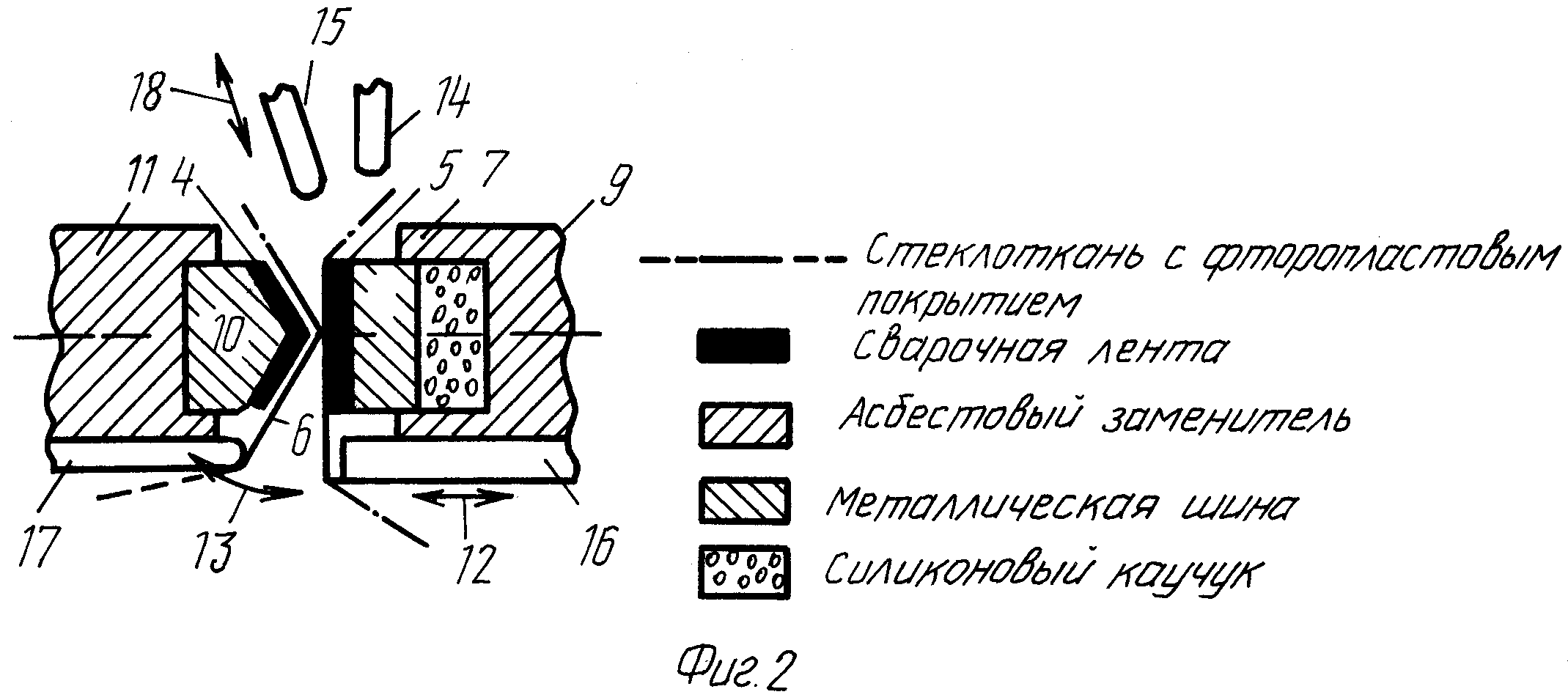
|
 Получить полное описание патента
Получить полное описание патента