|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2173232 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | RU 2129054 C1, 20.04.1999. RU 2129055 C1, 20.04.1999. SU 265060, 01.07.1970. FR 2428485, 11.01.1980. FR 2475949, 21.08.1981. GB 1265511, 16.08.1972. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад.С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С.
Резник Л.А. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад.С.П. Королева
ООО "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. На внешней поверхности конца трубы выполняют кольцевой выступ с трапециевидным поперечным сечением, а на лицевой поверхности трубной решетки - кольцевое углубление, эквидистантное трубному отверстию. Трубу устанавливают в трубное отверстие трубной решетки, имеющее внутреннюю и внешнюю кольцевые канавки. При этом конец трубы выступает над лицевой поверхностью трубной решетки, кольцевой выступ трубы совмещают с внешней кольцевой канавкой трубного отверстия. Трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии приложением к внутренней поверхности сжимающего усилия. Затем нагревают выступающий конец трубы, прикладывают к его торцу сжимающее усилие и обеспечивают пластическое течение нагретого материала трубы по поверхности упомянутого кольцевого углубления с формированием торцового кольцевого уплотнения между трубой и трубной решеткой. Кольцевое углубление может быть выполнено с треугольным или ступенчатым поперечным сечением. В результате обеспечивается повышение плотности полученных соединений. 2 з.п. ф-лы, 6 ил.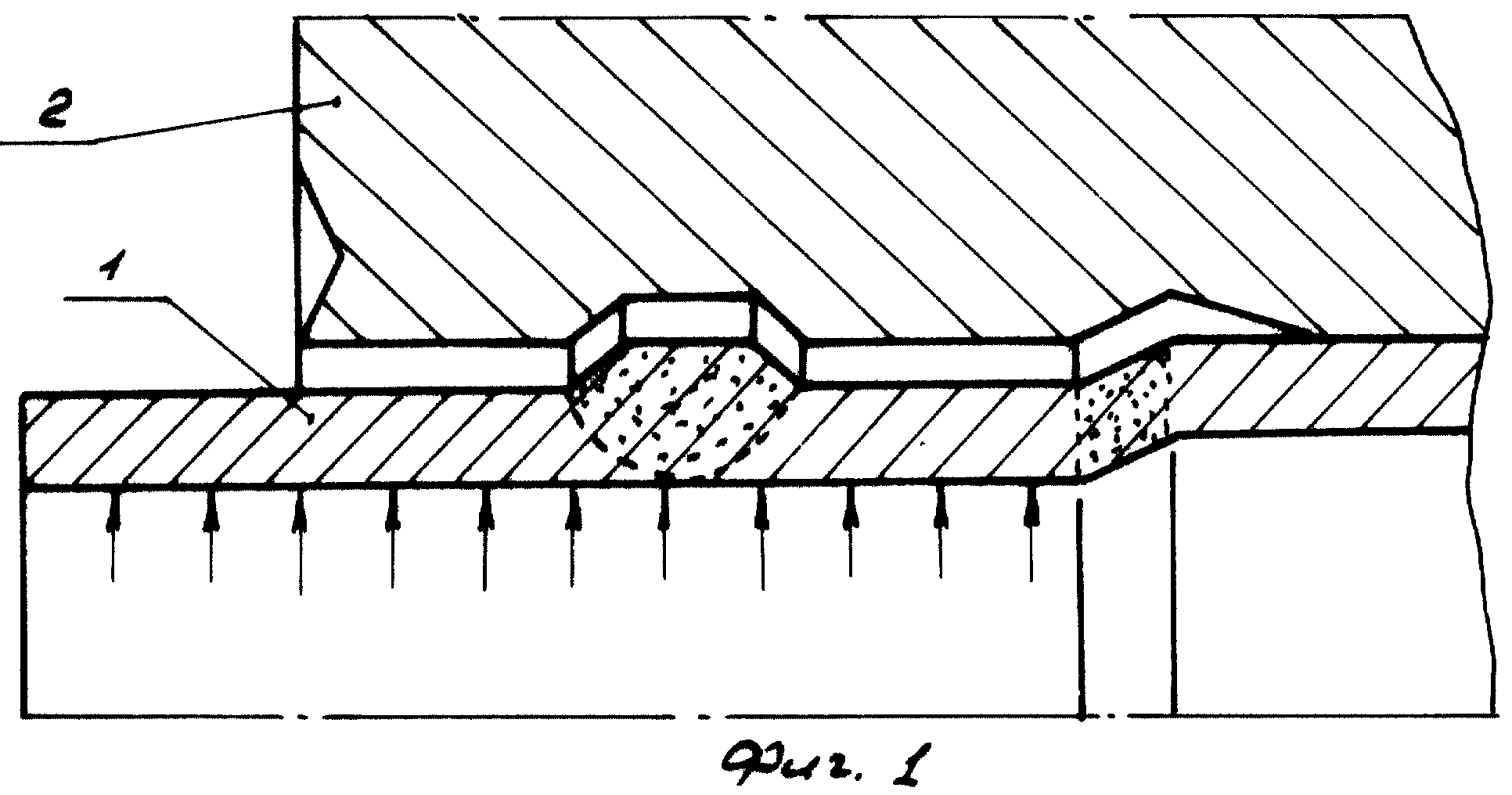
|
 Получить полное описание патента
Получить полное описание патента