|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2173231 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | RU 2109589 C1, 27.10.1998. RU 2095180 C1, 10.11.1997. SU 265060, 01.07.1970. GB 1285511, 16.08.1972. US 4413395, 08.11.1983. FR 2428485, 11.01.1980. |
| Имя заявителя: | Самарский государственынй аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С.
Резник Л.А. | | Патентообладатели: | Самарский государственынй аэрокосмический университет им. акад. С.П. Королева
Общество с ограниченной ответственностью "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к обработке металлов давлением, в частности к закреплению труб с биметаллическими профилированными законцовками в трубных решетках теплообменных аппаратов. Предварительно на внутренней поверхности каждого конца трубы выполняют кольцевую проточку. В проточку устанавливают втулку из плакирующего материала. На внешней поверхности конца трубы образуют внешний кольцевой выступ одновременно с пластическим деформированием материала трубы по торцам втулки. Затем трубу устанавливают в трубное отверстие трубной решетки, выполненное с кольцевыми канавками. При этом внешний кольцевой выступ трубы совмещают с соответствующей кольцевой канавкой трубного отверстия. Трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии посредством приложения к внутренней поверхности трубы сжимающего усилия. В процессе закрепления образуют внутренний кольцевой выступ трубы. Закрепление осуществляют с формированием пограничного слоя между материалами трубы и плакирующей втулки. Установку втулки в кольцевую проточку конца трубы осуществляют посредством запрессовки путем обжима в предварительно обжатом конце трубы или путем обжима с одновременным обжимом конца трубы. После установки втулки в кольцевую проточку конца трубы может быть осуществлен совместный обжим конца, трубы и втулки. В результате обеспечивается повышение прочности, плотности и коррозионной стойкости полученных соединений. 4 з.п. ф-лы, 7 ил.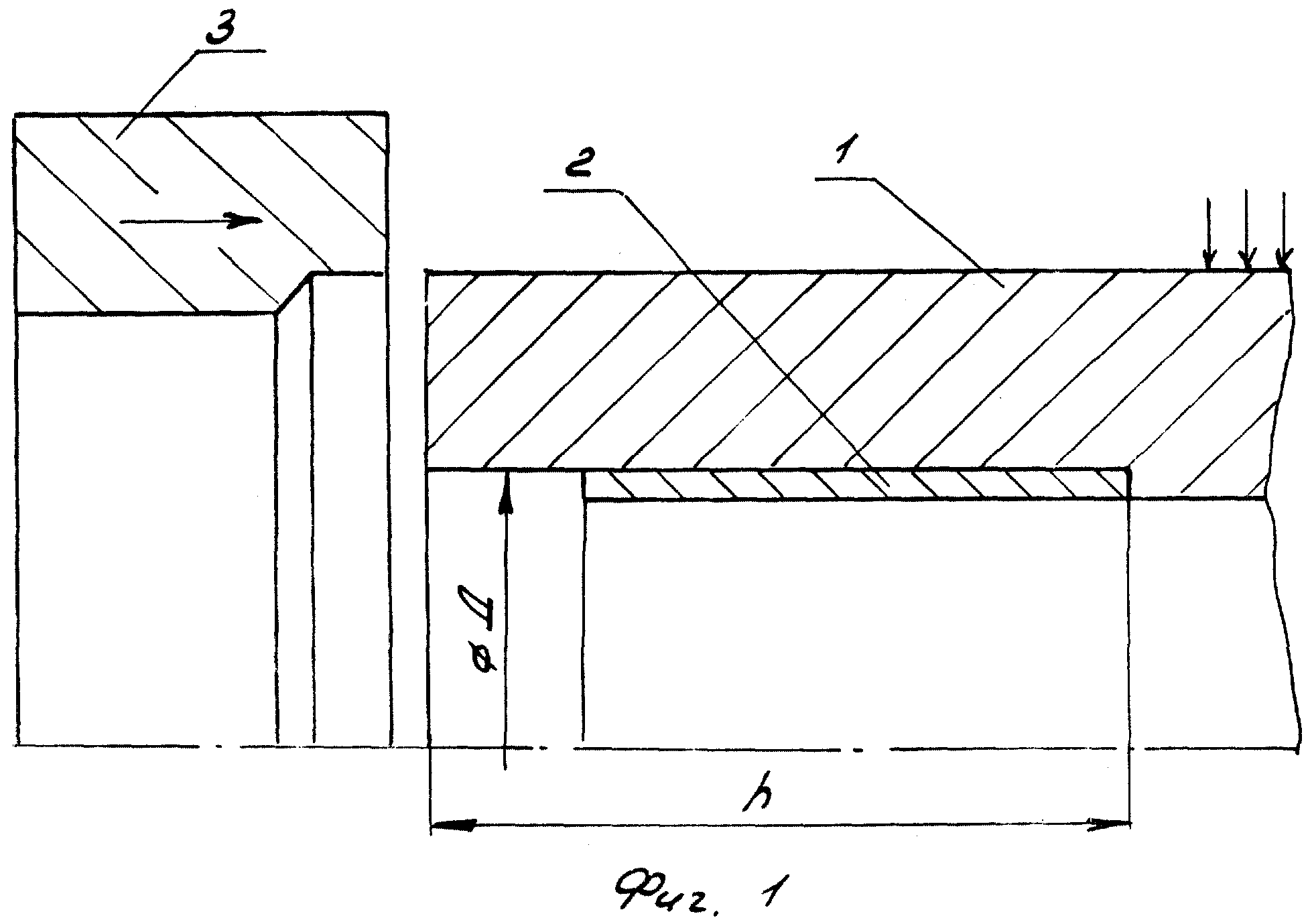
|
 Получить полное описание патента
Получить полное описание патента