|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ГАЗО - И ПНЕВМОАРМАТУРЫ |  |
Номер публикации патента: 2172226 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B22D017/00 | | Аналоги изобретения: | SU 93010532 A1, 20.09.1995. Технология машиностроения. 1975, № 11, реферат 11Г293. GB 2056338 А, 18.03.1981. US 3106002, 08.10.1963. Цветное литье. Справочник/Под общей ред. ГАЛДИНА Н.М. - М.: Машиностроение, 1989, с. 447-450. НОВИКОВ И.И. Теория термической обработки металлов. - М.: Металлургия, 1986, с. 15, 29. |
| Имя заявителя: | Владимирский государственный университет | | Изобретатели: | Коростелев В.Ф.
Петров А.С. | | Патентообладатели: | Владимирский государственный университет |
Реферат | |
Изобретение относится к производству газо- и пневмоарматуры, а именно к изготовлению отливок деталей газо- и пневмоарматуры, работающих при давлении до 100 МПа. В камеру прессования заливают порцию металла, перегретого на 50-100°, и запрессовывают в форму. В пресс-форме металл предварительно сжимают под давлением 100-200 МПа при зафиксированном пресс-плунжере. После образования корочки закристаллизовавшегося металла внедряют пресс-плунжер в резервный объем металла внутри или за пределами отливки со скоростью, равной или несколько превышающей скорость кристаллизации металла. Отливки подвергаются после кристаллизации отжигу, закалке и старению. Прочность металла отливки после термообработки повышается в 1,5-2 раза. При производстве корпусных деталей для пневматических и гидравлических систем, изготовляемых как из литейных, так и деформируемых сплавов, достигается повышение коэффициента использования металла до 0,83-0,90. Отливки не имеют дефектов усадочного происхождения, сохраняют герметичность под пневматическим и гидравлическим давлением до 100 МПа. 1 ил.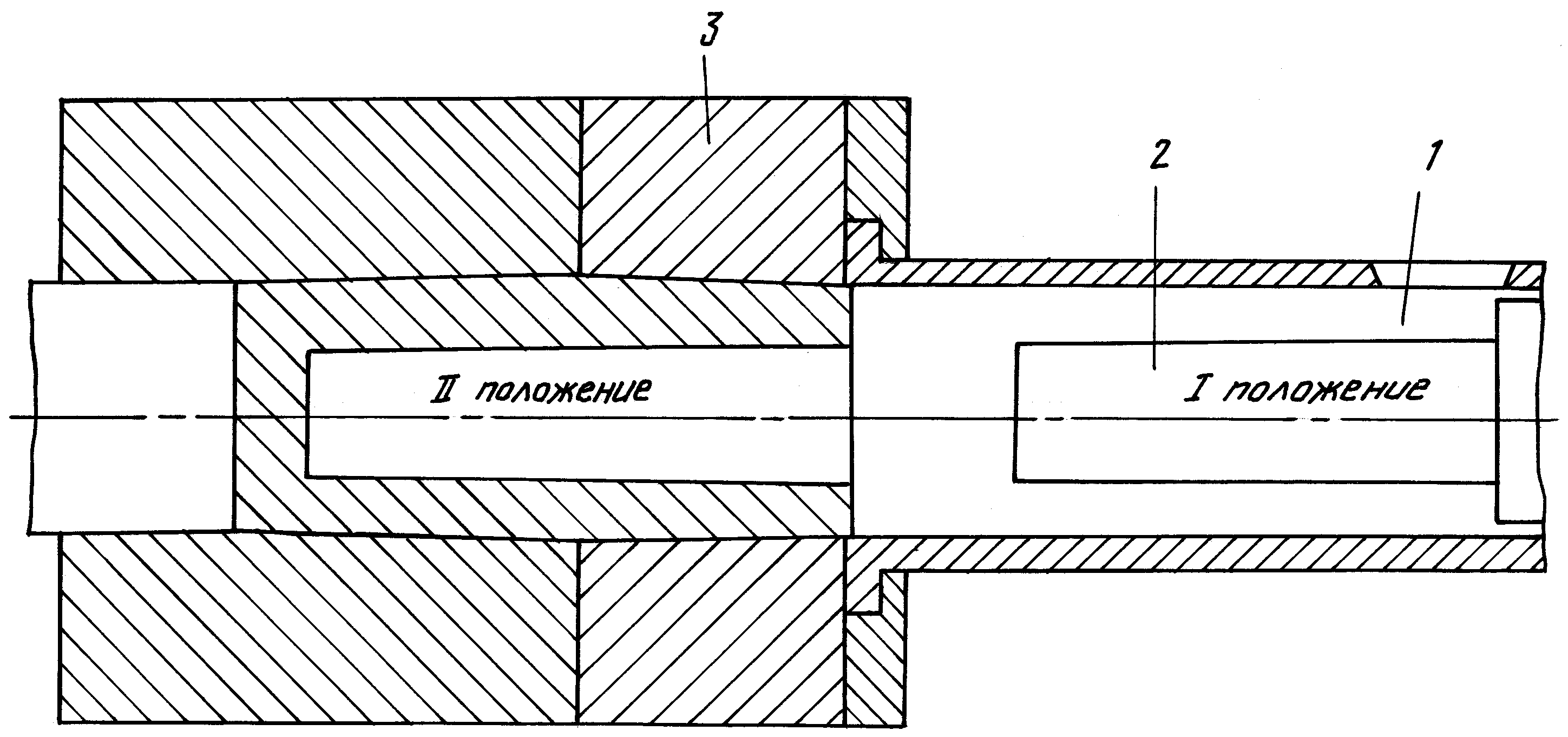
|
 Получить полное описание патента
Получить полное описание патента