|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ |  |
Номер публикации патента: 2172051 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | H02K015/02 | | Аналоги изобретения: | ОСЬМАКОВ А.А. Технология изготовления электрических машин. -M.: Высшая школа, 1980, c.86-88, рис.4.19, 4.20. SU 160500 А, 31.01.1964. SU 269136 A, 20.07.1970. SU 1317569 A1, 15.06.1987. SU 1489894 A1, 30.06.1989. SU 1661920 A1, 15.11.1990. SU 1671390 A1, 23.08.1991. SU 1757029 A1, 23.02.1992. WO 99/56379 A1, 04.11.1999. WO 00/13293 A3, 09.03.2000. EP 0133859 A1, 13.05.1985. EP 0136740 A1, 10.05.1985. |
| Имя заявителя: | Сейфулов Рашид Ваисович | | Патентообладатели: | ООО "КД-Электро" |
Реферат | |
Использование: при изготовлении пакетов листов статора и ротора электрической машины. Вырубание листов производят на пятипозиционном двухрядном штампе последовательными позициями штампа. На первой позиции одновременно на двух рядах вырубают пазы листов ротора, центральное отверстие ротора и отверстия под ловители в виде подпружиненных заостренных стержней. На второй позиции штампа производят более точную ориентацию положения ленты относительно вырубаемых элементов и производят также одновременно на двух рядах обрубание контура листов ротора. Затем формируют пакеты листов ротора шихтовкой, прессованием и скреплением пакетов. После их скрепления производят заливку обмотки ротора алюминием с образованием короткозамкнутых колец, впрессовку в центральное отверстие пакета обработанного вала. Затем производят обработку наружной поверхности пакета ротора твердосплавным круглым режущим инструментом с вогнутой рабочей поверхностью, имеющей режущие кромки с передним и задним углами резания. Технический результат состоит в повышении производительности при одновременном снижении расхода металла. 6 з. п. ф-лы, 5 ил.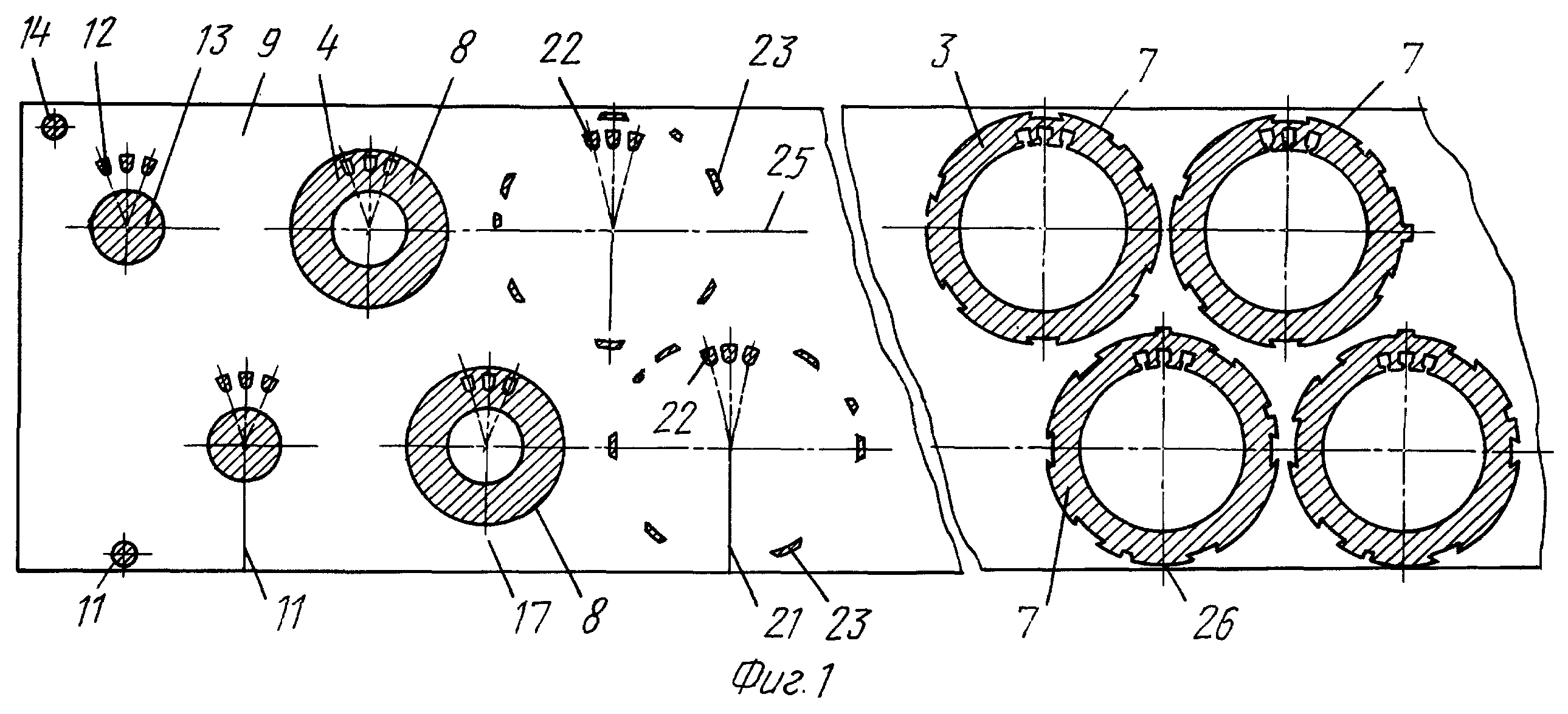
|
 Получить полное описание патента
Получить полное описание патента