|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК |  |
Номер публикации патента: 2171731 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B22D013/00 B22D027/20 | | Аналоги изобретения: | ХАЦКЕЛЯН И.П. Новая технология изготовления роликов МНЛЗ. Сб. Научных трудов АН UA. Институт проблем литья. Центробежное литье - прогрессивный технологический процесс производства труб и заготовок отечественного назначения. - Киев, 1990, с.56-59. RU 2136440 С1, 10.09.1999. EP 0335012 A1, 04.10.1989. SU 1419796 A, 30.08.1988. GB 1127485 A, 01.03.1966. EP 0141966 Al, 22.05.1985. EP 0560210 A1, 15.09.1993. |
| Имя заявителя: | Дочернее предприятие "НЕКСУС - Производственно-коммерческая компания" (UA) | | Изобретатели: | Хацкелян Игорь Павлович (UA)
Федосов Владимир Гарольдович (UA)
Остапенко Георгий Леонидович (UA)
Алексеенко Георгий Яковлевич (UA) | | Патентообладатели: | Дочернее предприятие "НЕКСУС - Производственно-коммерческая компания" (UA) | | Номер конвенционной заявки: | 99126932 | | Страна приоритета: | UA |
Реферат | |
Изобретение относится к литейному производству, в частности к технологии центробежного литья заготовок роликов (МНЛЗ). При изготовлении заготовок роликов расплав металла мартенситно-ферритного класса заливают во вращаемую изложницу, при этом в расплав вводят порошкообразные модифицирующие добавки. После образования наружного слоя заготовки заданной толщины порошкообразные модифицирующие добавки продолжают вводить в расплав, равномерно уменьшая их расход до нуля. Одновременно вводят в расплав порошок железа, равномерно увеличивая его расход от нуля до 1,5-3,0% от количества заливаемого металла в секунду. После образования промежуточного слоя из смеси модифицирующих добавок и порошка железа толщиной 2-4 мм продолжают ввод порошка железа до окончания заливки металла в изложницу. Создание промежуточного слоя обеспечивает стабилизацию объемных и линейных расширений по глубине слоев заготовки, что исключает образование трещин в процессе термических напряжений, возникающих в ролике. Достигается увеличение срока службы роликов. 2 ил.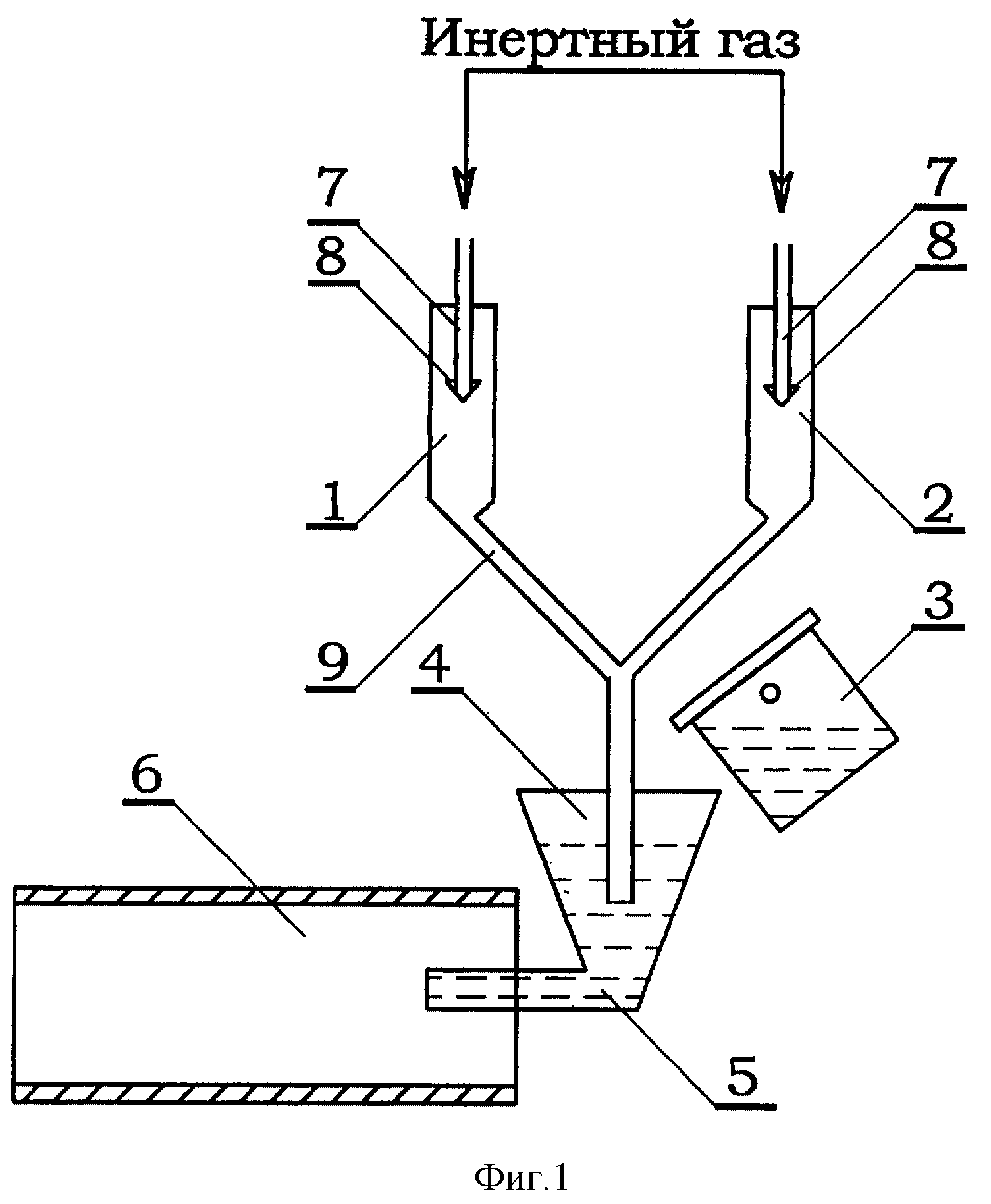
|
 Получить полное описание патента
Получить полное описание патента