|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ |  |
Номер публикации патента: 2167732 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D022/00 | | Аналоги изобретения: | СЕМЕНОВ Е.И. Ковка и штамповка: Справочник, т.4. - М.: Машиностроение, 1987, с.157 - 158. SU 804086, 15.02.1981. SU 370999, 22.02.1973. SU 397252, 17.09.1973. EP 066793 А1, 16.08.1999. |
| Имя заявителя: | Общество с ограниченной ответственностью "Синхрон-Рус" (RU) | | Изобретатели: | Беннетт Скотт Вудворд (US)
Геллер В.Г. (RU)
Елкин Н.М. (RU) | | Патентообладатели: | Общество с ограниченной ответственностью "Синхрон-Рус" (RU) |
Реферат | |
Изобретение относится к обработке листового материала давлением, в частности к получению полых изделий с дном и с постоянным наружным диаметром. Техническим результатом изобретения является разработка способа изготовления полых изделий из листового металла с высокими прочностными свойствами в зоне перехода стенок изделия ко дну, без увеличения общей толщины дна. Способ изготовления полых изделий включает вытяжку из листового металла, вытяжку с утонением и формовку дна. При проведении операции вытяжки с утонением используется пуансон, оконечная часть которого сужается от основной части пуансона к торцу. Причем размеры оконечной части пуансона выбирают из условия достижения после операции формовки дна толщины стенки получаемого изделия в зоне ее перехода ко дну не меньшей, чем толщина боковых стенок. 2 з.п. ф-лы, 3 ил.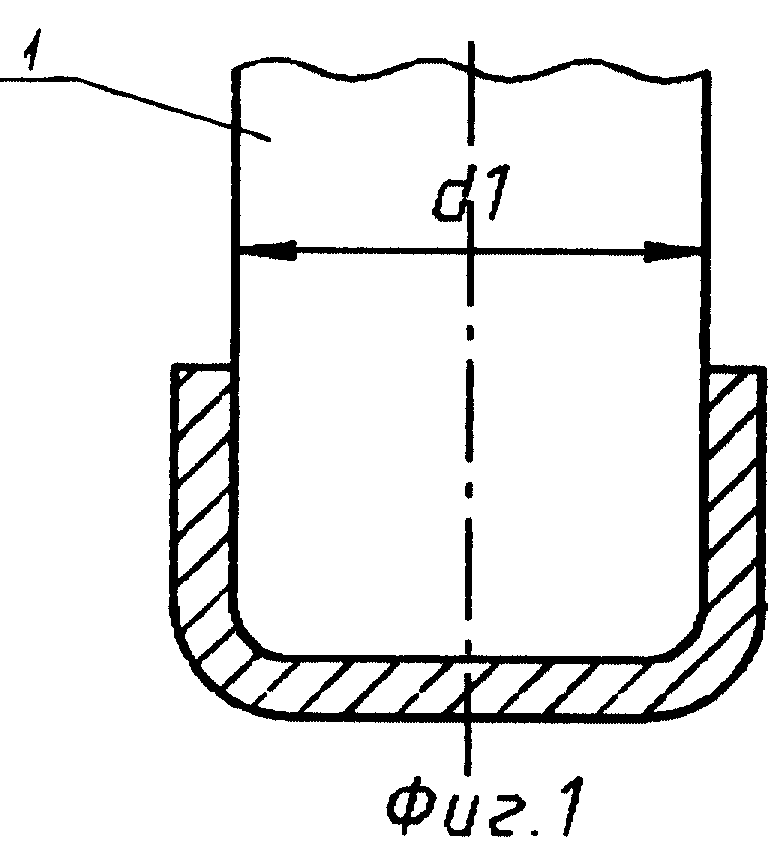
|
 Получить полное описание патента
Получить полное описание патента