|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА |  |
Номер публикации патента: 2167206 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C21C005/48 B22D001/00 B28B003/04 | | Аналоги изобретения: | RU 2132395 C1, 27.06.1999. EP 0304551 A1, 01.03.1989. JP 4-325617 A2, 16.11.1992. RU 2129165 C1, 20.04.1999. GB 2114559, 24.08.1983. DE 4312988, 27.10.1994. US 5249778, 05.10.1993. EP 0221250 A1, 13.05.1987. WO 88/04330, 16.06.1988. SU 296617 A, 19.04.1971. RU 2047482 C1, 10.11.1995. SU 1430280 A, 05.10.1988. |
| Имя заявителя: | Сороколет Геннадий Петрович | | Изобретатели: | Сороколет Г.П.
Клещеногов С.Н.
Гущин В.Я.
Никитенко В.Е.
Хроменков С.М. | | Патентообладатели: | Сороколет Геннадий Петрович
Клещеногов Сергей Николаевич
Чуклай Александр Маркович
Фролов Олег Иванович
Гущин Владимир Яковлевич
Никитенко Владимир Евгеньевич
Хроменков Сергей Михайлович |
Реферат | |
Изобретение относится к металлургии и касается фурм для донной продувки металла, способа их изготовления и устройства для реализации способа. Фурма состоит из изготовленных двухсторонним прессованием в виде отдельных деталей сплошного и пустотелых усеченных конусов внутреннего и наружных блоков продувочного узла (ПУ), заключенного в металлическую оболочку с газопроводящей трубкой. Блоки ПУ изготавливают из углеродсодержащего огнеупорного материала (ОМ) с насыпной плотностью не менее 1,7 г/см3, кажущейся плотностью не менее 3 г/см3 и открытой пористостью не более 8% после двухстороннего прессования при удельном давлении не менее 120 Н/мм2. Содержание углерода в ОМ - 3-15%. Перед сборкой ПУ сопрягаемые конусные поверхности блоков притирают и на них наносят закладные элементы, образующие между ними щели для подачи газа. Собранный ПУ подвергают термообработке при температуре 150-1400°С. Для прессования пустотелых усеченных конусных блоков и выталкивания готового изделия средняя часть пуансона выполнена в виде усеченного конуса, формирующего внутреннюю поверхность блоков. Верхняя часть пуансона выполнена в виде цилиндрической прессующей головки, взаимодействующей с верхним прессующим штемпелем. Нижняя часть пуансона выполнена в виде удлиненного цилиндрического хвостовика, снабженного подвижной относительно него втулкой с нижней прессующей головкой. Нижний прессующий штемпель взаимодействует с подвижной втулкой и выполнен с отверстием для пуансона. На верхней и нижней прессующих головках могут быть установлены регулирующие шайбы. Технический результат - повышение срока службы фурмы, создание стабильного потока инертного газа на выходе из фурмы, снижение расхода огнеупорного материала, обеспечение надежности и безопасности работы устройства, понижение себестоимости изготовляемой фурмы. 3 с. и 4 з.п. ф-лы, 7 ил., 1 табл.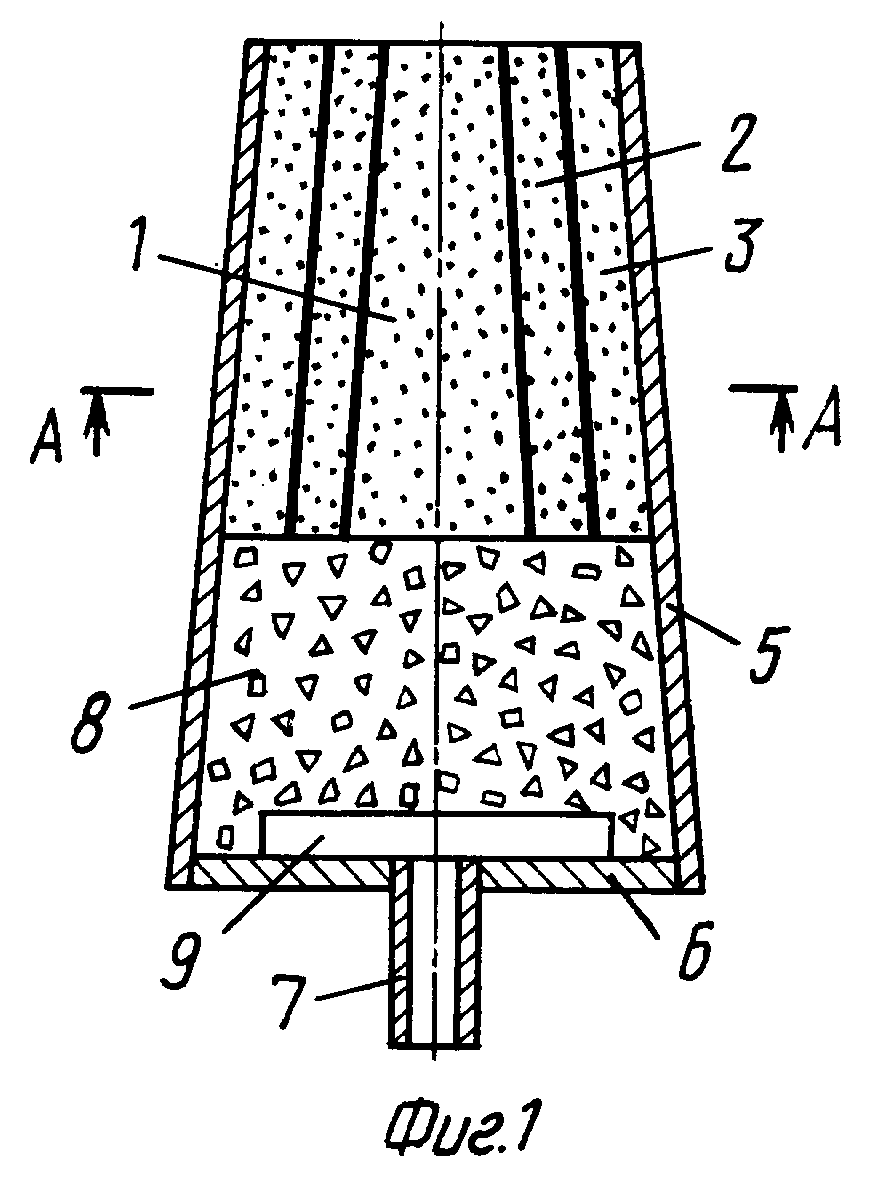
|
 Получить полное описание патента
Получить полное описание патента