|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ КОМПОЗИЦИОННЫМ ШЛИФОВАЛЬНЫМ КРУГОМ |  |
Номер публикации патента: 2167044 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B049/10 B24B055/02 | | Аналоги изобретения: | Наиболее близкий аналог не обнаружен. МАЗУР В.Л. и др. Теория прокатки. - М.: Металлургия, 1989, с.173. SU 749523, 19.07.1980. SU 1225776 А, 23.04.1986. SU 376212, 14.06.1973. |
| Имя заявителя: | Ульяновский государственный технический университет | | Изобретатели: | Худобин Л.В.
Веткасов Н.И.
Леонов А.В.
Курушин Д.А. | | Патентообладатели: | Ульяновский государственный технический университет |
Реферат | |
Изобретение можно использовать для исследования толщины слоя смазки в контактной зоне на операциях шлифования. Способ заключается в измерении электрического сигнала в контакте заготовки с электроизолированными стержнями, связанными через сопротивления с электронным усилителем. Для чего используют заготовку с предварительно выполненной канавкой, разделяющей ее поверхность на две равные части. Вводят ее в контакт с быстровращающимся шлифовальным кругом, на одном торце которого выполнены радиальные пазы, заполненные смазкой. На рабочей поверхности круга выполняют кольцевую канавку, разделяющую ее на две равные части. В каждой из них размещают электроизолированные стержни. При этом с одной частью обрабатываемой поверхности заготовки контактирует часть рабочей поверхности круга с радиальными пазами, заполненными смазкой, со второй частью заготовки - другая часть рабочей поверхности круга. Такие действия позволяют исследовать процесс шлифования с большой точностью. 2 ил.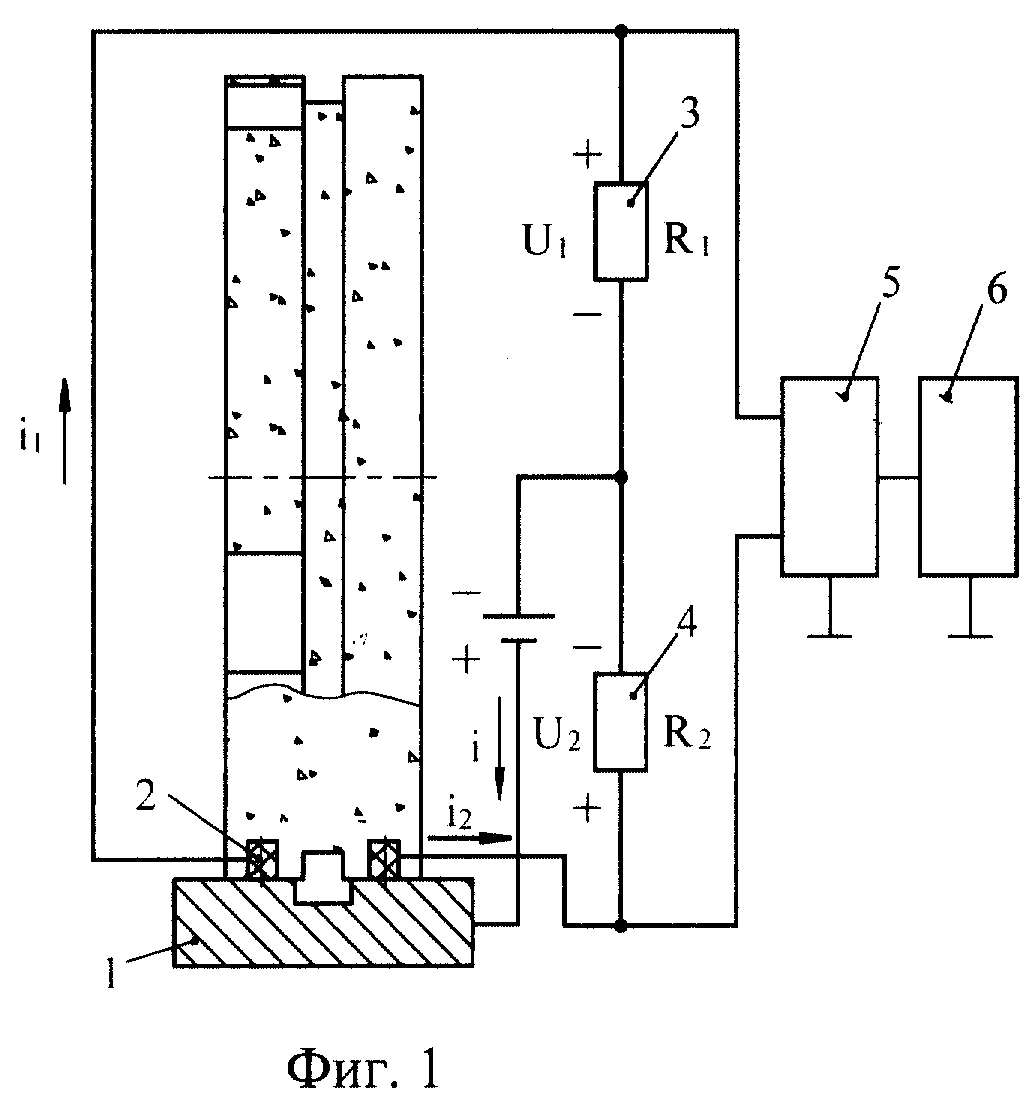
|
 Получить полное описание патента
Получить полное описание патента