|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ |  |
Номер публикации патента: 2165480 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C23G003/00 C25D017/02 | | Аналоги изобретения: | SU 406977 21.11.1973. RU 2097446 27.11.1997. RU 2097447 27.11.1997. RU 2036256 27.05.1995. ОН 1-66-ОН9-66. Ванны для подготовки поверхности и нанесения гальванических, химических и анодизационных покрытий. - М.: НИИМАШ, 1966, с. 9, 47 - 49. УДК 621.357(031). ЯМПОЛЬСКИЙ А.М., ИЛЬИН В.А. Краткий справочник гальванотехника. 3 изд. - Л.: Машиностроение, 1981, с. 40, табл. 33. |
| Имя заявителя: | Алексеев Андрей Николаевич | | Изобретатели: | Алексеев А.Н. | | Патентообладатели: | Алексеев Андрей Николаевич |
Реферат | |
Использование: при изготовлении ванн для электролитической обработки деталей на подвесках, в частности при использовании нагреваемых электролитов и растворов, и может быть использовано при изготовлении ванн подобного типа для стационарных участков и автоматических (механизированных) линий гальванохимической обработки. Сущность: в известном способе изготовления ванны для электролитической обработки деталей на подвесках, включающем формирование резервуара прямоугольной формы, состоящего из днища, боковых и торцевых стенок, в том числе и с горизонтальными бортами последних, например с помощью сварки или методом литья нейтрального по отношению к обрабатывающей среде ванны материала, а также коррозионно-разрушаемого обрабатывающей средой ванны материала с последующим нанесением на него защитного покрытия или размещением внутри него вкладыша из инертного материала, размещение и/или крепление над зеркалом электролита (раствора) ванны контура струйной промывки деталей на подвесках, а на верхнем обрамлении ванны - ловителей электродных штанг с анодами и /или катодами и технологических приспособлений, а также вспомогательных технических средств и оборудования, резервуар выполняют в виде последовательно сочленяемых по своим боковым и/или торцевым стенкам модулей: технологического, включающего днище, боковые и торцевые стенки; локализации и экранирования испарений, содержащего расположенные в направлении вдоль боковых стенок технологического модуля две внешние и две внутренние разновысокие вертикальные перегородки, жестко соединенные своими торцевыми сторонами со сплошными стенками, высота которых совпадает с соответствующим размером внутренних вертикальных перегородок и выполненные с отверстиями для отвода испарений через посредство бортовых вентиляционных отсосов, сочленяемых с соответствующими участками внешних вертикальных перегородок; жидкостной и/или воздушной струйной обработки, включающего сплошные боковые и торцевые стенки, жестко соединенные по крайней мере с последними элементы для экранирования брызг и улавливания капель обрабатывающей среды, распределительные коллекторы для подвода жидкости и/или сжатого воздуха с установленными на них или реализованными в их конструкции элементами формирования струй обрабатывающей среды; крышки резервуара, выполненной в виде фланца с установленными на его торцевых сторонах ловителями электродных штанг с анодами и/или катодами и технологических приспособлений, при этом технологический модуль формируют с поперечной перегородкой, соединяемой с одной своей торцевой стороны с двумя продольными перегородками, жестко или разъемно закрепляемыми на второй торцевой стенке технологического модуля или второй поперечной перегородке, внешние и внутренние вертикальные перегородки модуля локализации и экранирования испарений, а также боковые стенки модуля жидкостной и/или воздушной струйной обработки и боковые участки крышки выполняют с жестко соединенными с ними направляющими, с помощью которых производят сочленение соответствующих модулей и крышки, причем высоту внешних вертикальных перегородок модуля локализации и экранирования испарений выполняют равной общей высоте боковой стенки последнего и модуля жидкостной и/или воздушной струйной обработки в их сочлененном состоянии, при этом верхние кромки участка торцевых стенок модуля локализации и экранирования испарений, расположенного между его внутренними вертикальными перегородками, а также нижние кромки торцевых стенок сочленяемого с ним модуля жидкостной и/или воздушной струйной обработки выполняют со сквозными пазами соответствующего профиля для установки в них и фиксации ими соответственно соответствующих участков распределительных коллекторов контура струйной обработки, причем размещаемые в соответствующих ловителях электродные штанги с анодами и/или катодами располагают над участками резервуара, образованными соответствующими внешними и внутренними вертикальными перегородками модуля локализации и экранирования испарений и сочленяемыми с последними боковыми стенками модуля жидкостной и/или воздушной струйной обработки, а по крайней мере один участок технологического модуля, образованный торцевой и участками боковых стенок последнего, а также его соответствующей поперечной перегородкой, выполняют с разъемно сочленяемой с последующим крышкой со сформированными в ней отверстиями для размещения и/или крепежа необходимых вспомогательных технических средств и оборудования. Изобретение обеспечивает расширение технологических и функциональных возможностей способа, повышение унификации и надежности вспомогательного оборудования и самой ванны, снижение вредных испарений 7 з.п.ф-лы, 3 ил.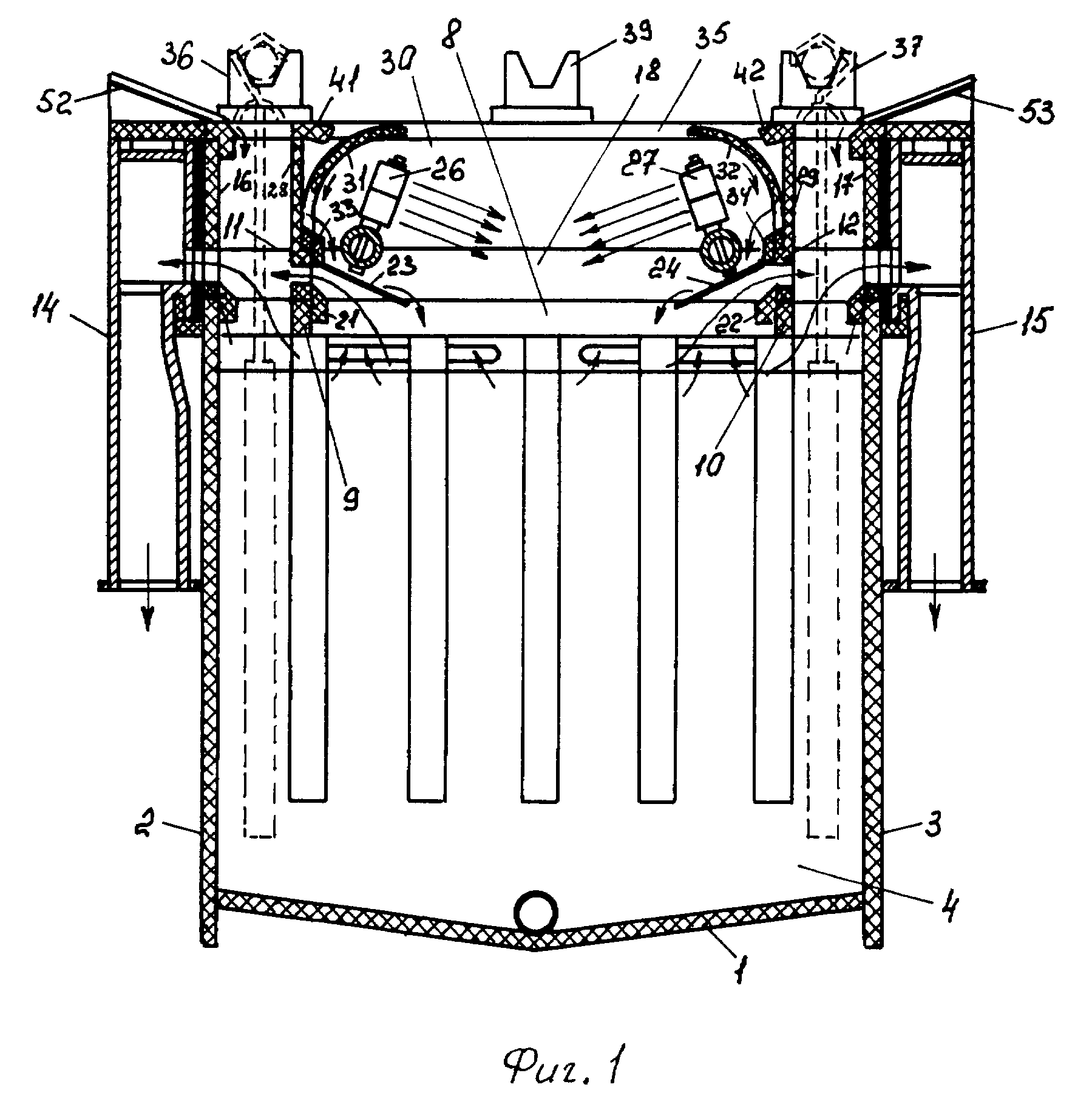
|
 Получить полное описание патента
Получить полное описание патента