|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ |  |
Номер публикации патента: 2164957 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C22B009/20 | | Аналоги изобретения: | Титановые сплавы. Плавка и литье титановых сплавов. /Под редакцией Добаткина В.И. - М.: Металлургия, 1978, с.295-306. RU 2082789 C1, 27.06.1997. SU 460303, 15.02.1975. SU 519479, 30.06.1976. SU 435288, 05.07.1974. US 5354355 A, 11.10.1994. EP 0145159 A1, 19.06.1985. |
| Имя заявителя: | Открытое акционерное общество Верхнесалдинское металлургическое производственное объединение | | Изобретатели: | Гончаров А.Е. | | Патентообладатели: | Открытое акционерное общество Верхнесалдинское металлургическое производственное объединение |
Реферат | |
Изобретение относится к специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков второго переплава из титановых сплавов. Сущность изобретения: перед основным периодом плавки расходуемого электрода (слитка первого переплава) устанавливают оптимальную величину дугового зазора в пределах 10-60 мм и поддерживают ее с точностью ±5 мм до конца процесса плавления электрода путем одновременного измерения напряжения на дуге и повышения давления в печи и корректировки их до необходимых значений изменением скорости перемещения электрода вниз, при этом оптимальную величину дугового зазора определяют для каждого значения силы тока дуги. Способ позволяет повысить выход годного выплавляемых слитков за счет уменьшения литейных дефектов, в частности исключения затекания жидкого металла в зазор между стенкой кристаллизатора и выплавляемым слитком. 1 з.п. ф-лы, 1 ил.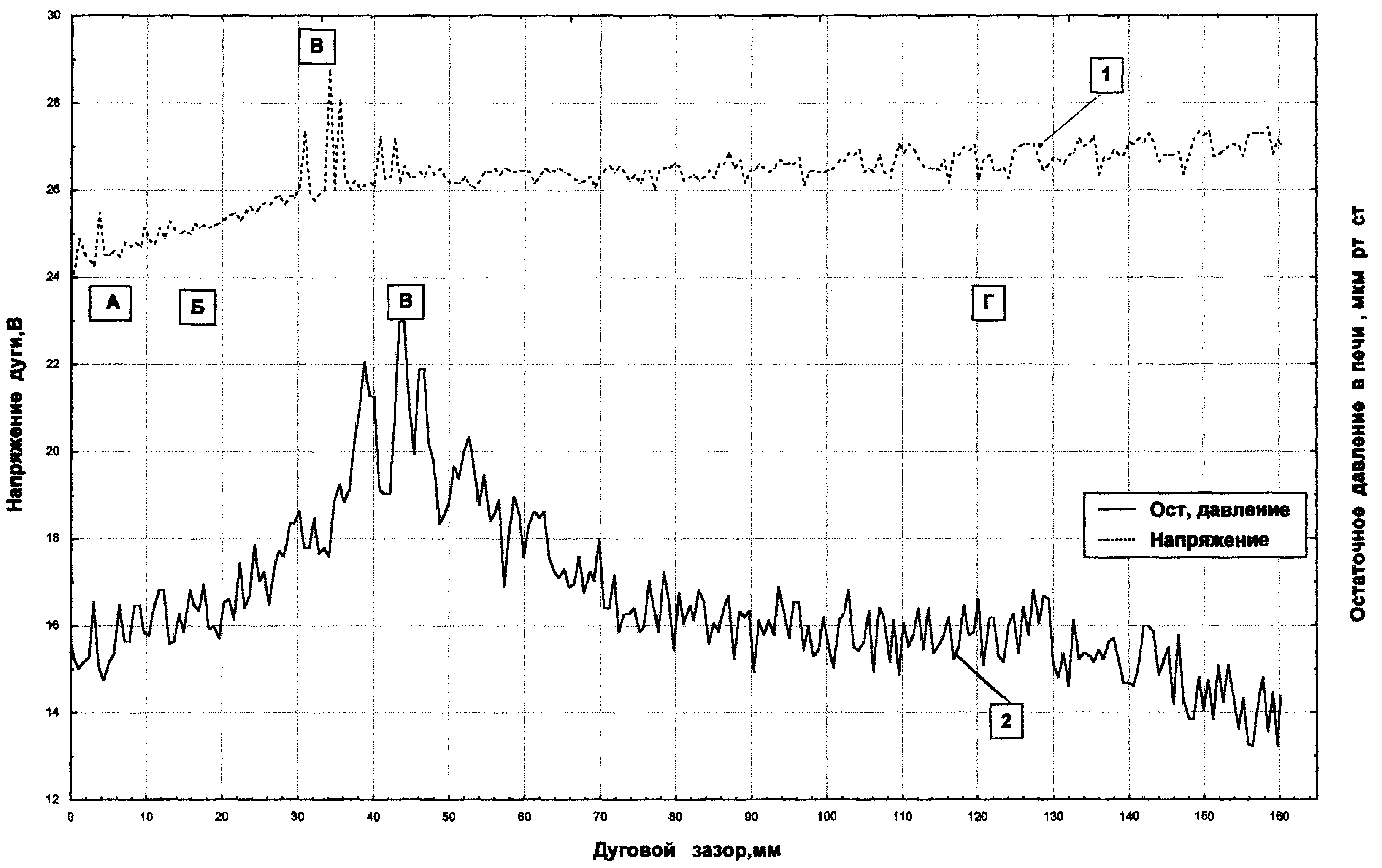
|
 Получить полное описание патента
Получить полное описание патента