|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ |  |
Номер публикации патента: 2164846 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K011/24 | | Аналоги изобретения: | Технология и оборудование контактной сварки, под ред. Б.Д.ОРЛОВА. - М.: Машиностроение, 1986, с. 317 - 318. RU 2050237 C1, 20.12.1995. SU 846172, 15.07.1981. SU 859079, 30.08.1981. SU 941089, 07.07.1982. SU 1696219, 07.12.1991. |
| Имя заявителя: | Горун Николай Петрович | | Изобретатели: | Горун Н.П.
Куликов В.М.
Манейкин С.П.
Руденко П.М.
Ягнятинский В.М. | | Патентообладатели: | Горун Николай Петрович
Куликов Василий Михайлович
Манейкин Сергей Павлович
Руденко Петр Михайлович
Ягнятинский Владимир Матвеевич |
Реферат | |
Изобретение относится к области контактной сварки и может быть использовано в процессе производства свинцовых аккумуляторных батарей при сварке межэлементных соединений. Способ позволяет оценивать качество сварных соединений в процессе сварки и оперативно управлять процессом сварки. Измеряют действующее значение тока сварки и напряжения на сварочных электродах. Регистрируют отклонения от заданного действующего значения сварочного тока в каждом полупериоде времени сварки. Корректируют сварочный ток по &Dgr;I в каждом предыдущем полупериоде. Оценку качества свариваемых соединений осуществляют по Σ|&Dgr;In| (где n - число полупериодов) всего цикла сварки и по Σ|&Dgr;U| за последнюю четверть времени сварки. Для оценки качества используют метод нечеткой логики для трех оценок: "хорошо", "удовлетворительно" и "плохо". 2 з. п. ф-лы, 1 ил.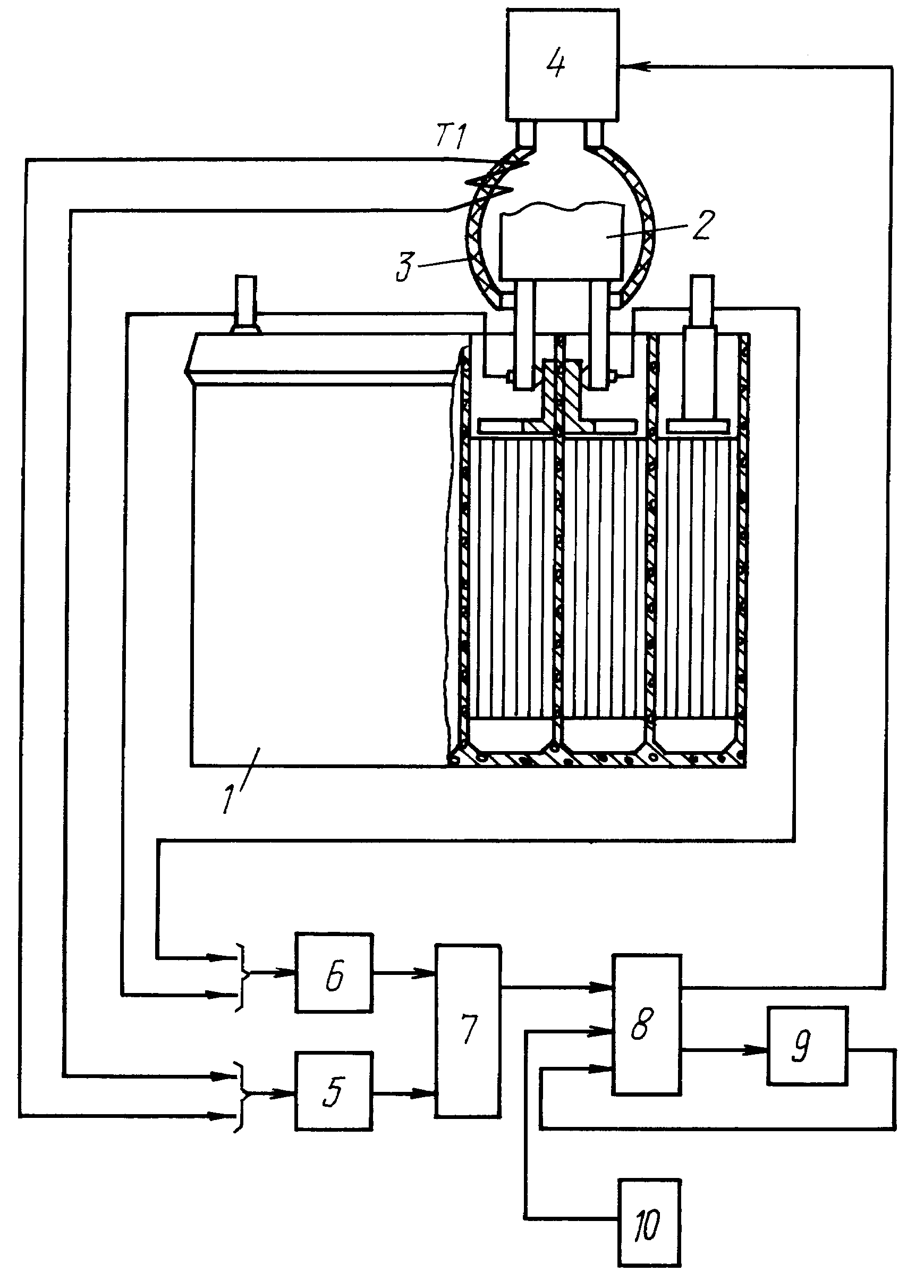
|
 Получить полное описание патента
Получить полное описание патента