|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ |  |
Номер публикации патента: 2164456 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21K007/10 | | Аналоги изобретения: | ГОСТ 22343-90 "Клемма раздельного рельсового скрепления железнодорожного пути." - М.: Издательство стандартов, 1990. DE 3606964 A1, 11.09.1986. SU 13975, 31.03.1930. RU 2013482 C1, 30.05.1994. |
| Имя заявителя: | Общество с ограниченной ответственностью "Сфера-97" | | Изобретатели: | Дьяков А.В.
Червяков В.Ю.
Федин В.М.
Канищев Н.М.
Жидков М.А.
Юмашев В.Н.
Хатунцев В.И. | | Патентообладатели: | Общество с ограниченной ответственностью "Сфера-97" |
Реферат | |
Изобретение относится к железнодорожному транспорту, а конкретно к способу изготовления изделий верхнего строения железнодорожного пути. Задачей изобретения является усовершенствование существующего способа изготовления клемм раздельного скрепления железнодорожного пути. Поставленная задача достигается тем, что для изготовления клемм используют не профилированную прокатанную П-образную полосу, а плоскую полосу заданной толщины и ширины клеммы, которую режут на заготовки, равные развертке профиля клеммы, нагревают до 1000-1050°С в течение 1-1,5 мин, горячую заготовку подают на ковочно-штамповочный пресс, где заготовку формуют до получения заданного профиля и размеров. Данный способ улучшает технологический процесс, позволяет увеличить прочность и долговечность клеммы за счет расположения волокон вдоль профиля клеммы при штамповке и приводит к значительной экономии металла за счет исключения отходов, образующихся при рубке клеммных заготовок. 2 з.п. ф-лы, 1 табл., 4 ил.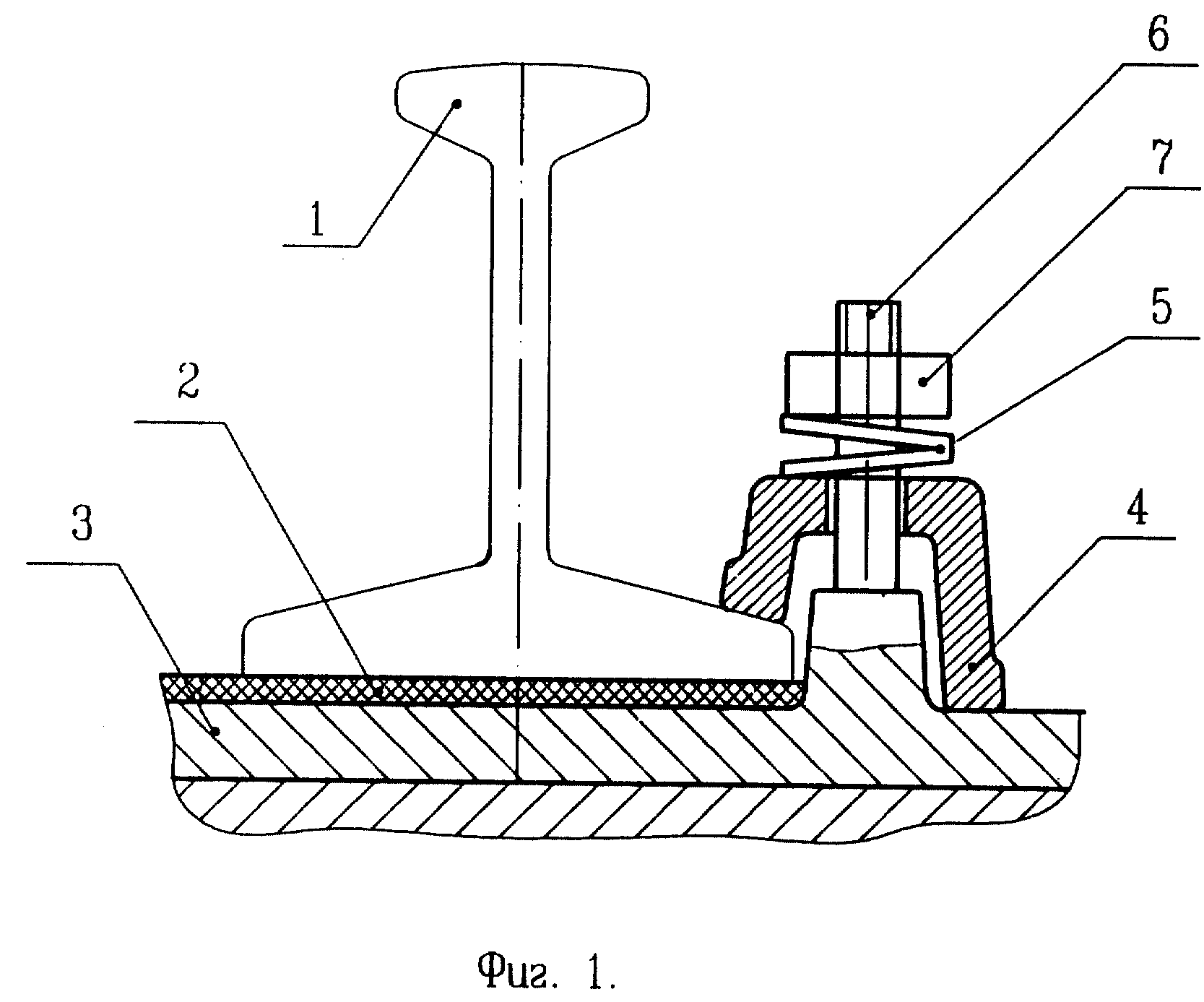
|
 Получить полное описание патента
Получить полное описание патента