|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ |  |
Номер публикации патента: 2163850 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21D039/06 B21D053/08 F28F009/16 | | Аналоги изобретения: | RU 2129054 C1, 20.04.1999. RU 2095180 C1, 10.11.1997. RU 2107572 C1, 27.03.1998. SU 265060, 01.07.1970. FR 2428485, 11.01.1980. FR 2475949, 21.08.1981. GB 1285511, 16.08.1972. |
| Имя заявителя: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева | | Изобретатели: | Батраев Г.А.
Козий С.И.
Козий С.С.
Резник Л.А. | | Патентообладатели: | Самарский государственный аэрокосмический университет им. акад. С.П. Королева
ООО "Ремонтно-механический завод" |
Реферат | |
Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Концы трубы обжимают. Затем один из концов трубы устанавливают в разъемную по образующей матрицу, имеющую внешнюю и внутреннюю кольцевые канавки трапециевидного поперечного сечения. Трубу фиксируют от осевого перемещения и формируют на внешней поверхности ее конца кольцевые выступы. Далее трубу размещают в отверстии трубной решетки, имеющем кольцевые канавки прямоугольного поперечного сечения. При этом кольцевые выступы на трубе совмещают с кольцевыми канавками трубного отверстия. Трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии. Для этого к внутренней поверхности трубы прикладывают сжимающее усилие, например, механической вальцовкой. Обжим конца трубы выполняют с различной степенью деформации по его длине, образуя два участка. Один участок, имеющий большую степень деформации, располагают со стороны торца трубы. При установке трубы в отверстие матрицы ее участок, обжатый с меньшей степенью деформации, располагают напротив внутренней кольцевой канавки. В результате обеспечивается увеличение коррозионной стойкости полученного соединения. 6 ил.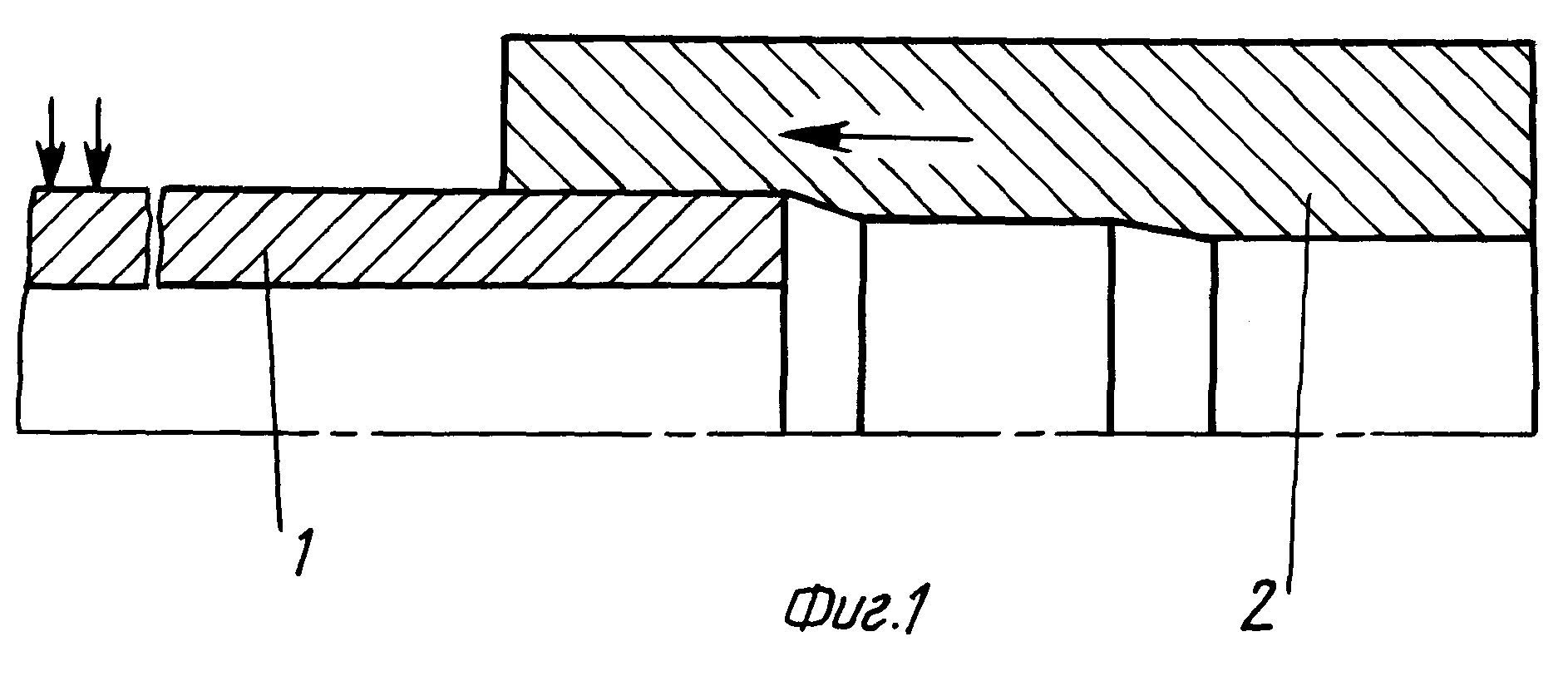
|
 Получить полное описание патента
Получить полное описание патента