|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА |  |
Номер публикации патента: 2163527 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B003/36 | | Аналоги изобретения: | SU 1816655 A1, 23.05.1993. SU 1673400 A1, 30.08.1991. RU 2023574 C1, 30.11.1994. EP 0418163 A1, 20.03.1991. DT 2616888 A1, 27.10.1977. DT 1296545, 29.05.1969. FR 2236352 A5, 07.03.1975. FR 2375001 A1, 25.08.1978. US 3751855, 14.08.1973. US 3881889, 06.05.1975. US 3882642, 13.05.1975. ПОПОВ С.А. Шлифовальные работы. - М.: Высшая школа, 1987, с.226. |
| Имя заявителя: | Ульяновский государственный технический университет | | Изобретатели: | Хусаинов А.Ш. | | Патентообладатели: | Ульяновский государственный технический университет |
Реферат | |
Изобретение относится к металлообработке и может быть использовано при заточке лезвийного инструмента. В предлагаемом способе необрабатываемую смежную поверхность лезвия сопрягают с базовой поверхностью основания, выполненного в виде геометрического тела клиновидной формы с плоскими базовой и свободной поверхностями. Свободную поверхность основания при наладке станка располагают ниже обрабатываемой поверхности лезвия на величину припуска на обработку. На свободную поверхность основания наносят слой пластичной теплопроводной смазки и шлифуют поверхность лезвия, а вектор скорости главного движения резания направляют от смазки к лезвию. Способ позволяет повысить качество и производительность заточки лезвийного инструмента шлифовальным кругом, поскольку транспортирование смазки к лезвию шлифовальным кругом вызывает повышение гидродинамического давления смазки, оплавление и ее турбулизацию на необрабатываемой поверхности лезвия вблизи режущей кромки затачиваемого инструмента, проникновение расплавленной смазки в стык лезвие - основание, что обеспечивает высокую контактную термическую проводимость стыка лезвие - основание, и снижает теплонапряженность в лезвии при шлифовании. 3 ил.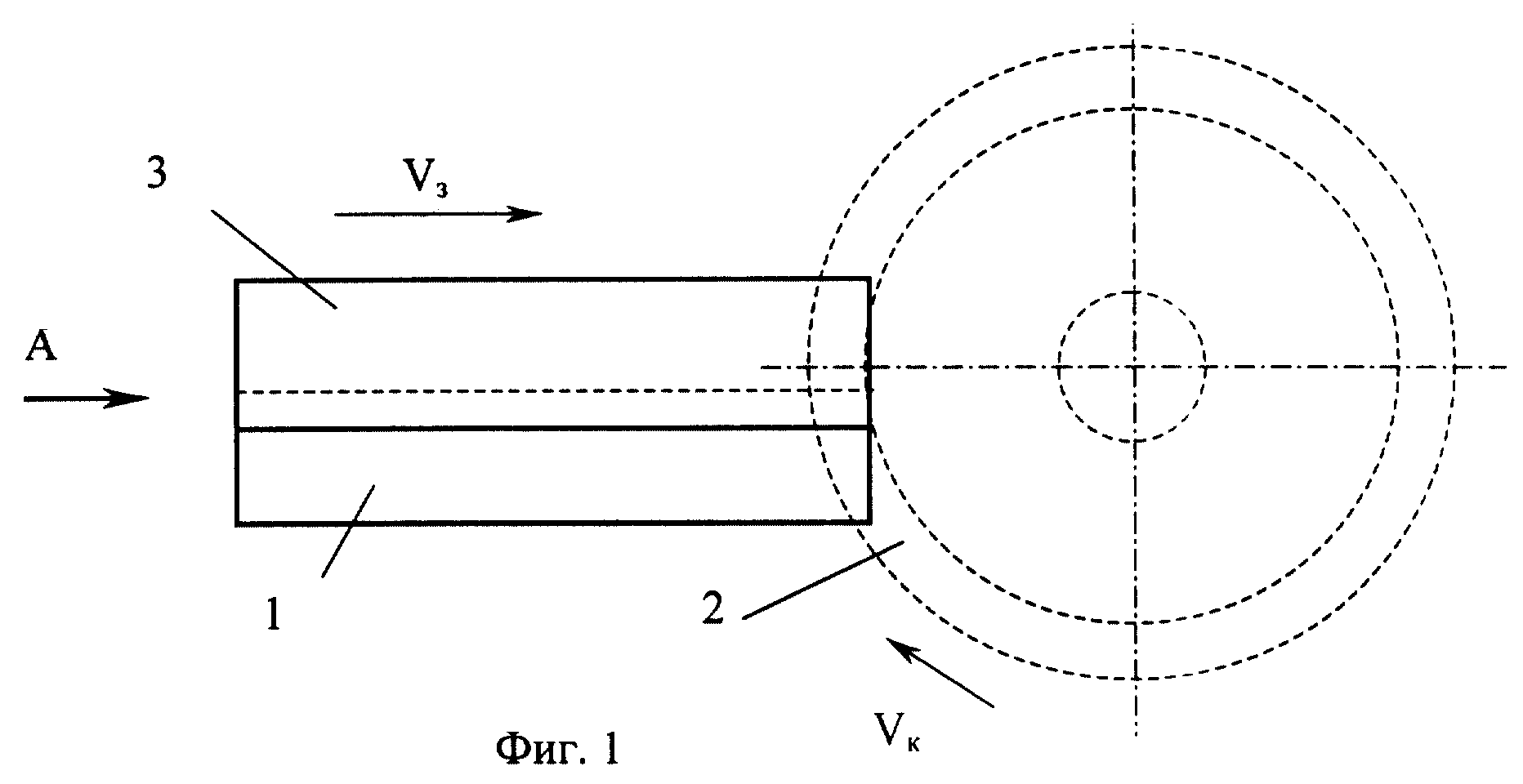
|
 Получить полное описание патента
Получить полное описание патента