|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ |  |
Номер публикации патента: 2163526 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K009/04 | | Аналоги изобретения: | SU 592541, 30.12.1975. SU 85302, 15.10.1949. RU 2112632 C1, 10.06.1998. SU 536909, 25.11.1976. SU 1687394, 30.10.1991. DE 3005598 A1, 20.08.1981. DE 3714238 A1, 17.11.1988. US 4215809, 05.08.1980. US 4687899, 18.08.1987. WO 98/05463, 12.02.1998. |
| Имя заявителя: | Общество с ограниченной ответственностью Фирма "Директ" | | Изобретатели: | Перегудин П.Б.
Перегудин С.Б.
Перегудин Б.П. | | Патентообладатели: | Общество с ограниченной ответственностью Фирма "Директ" |
Реферат | |
Изобретение относится к способам электродуговой наплавки под слоем флюса при восстановлении изношенных покрытий и нанесении упрочняющих покрытий на новые детали. Автоматизирование процесса наплавки и повышение качества наплавленного покрытия достигается тем, что рабочий элемент, изготовленный в виде профилированных стержневых элементов, закрепляют навивкой на поверхности ограждения, выполненной с цилиндрической поверхностью. Плоскость, перпендикулярная оси горелки, в которой лежит верхняя точка рабочего элемента, размещают на расстоянии, равном 0,5 - 2,0 шага наплавки от зоны горения дуги. При удалении шлаковой корки в процессе наплавки ее принудительно перемещают рабочим элементом из зоны наплавки в сторону ранее наплавленной части поверхности изделия. Направление навивки рабочего элемента выбирают противоположным направлению вращения изделия. 9 ил.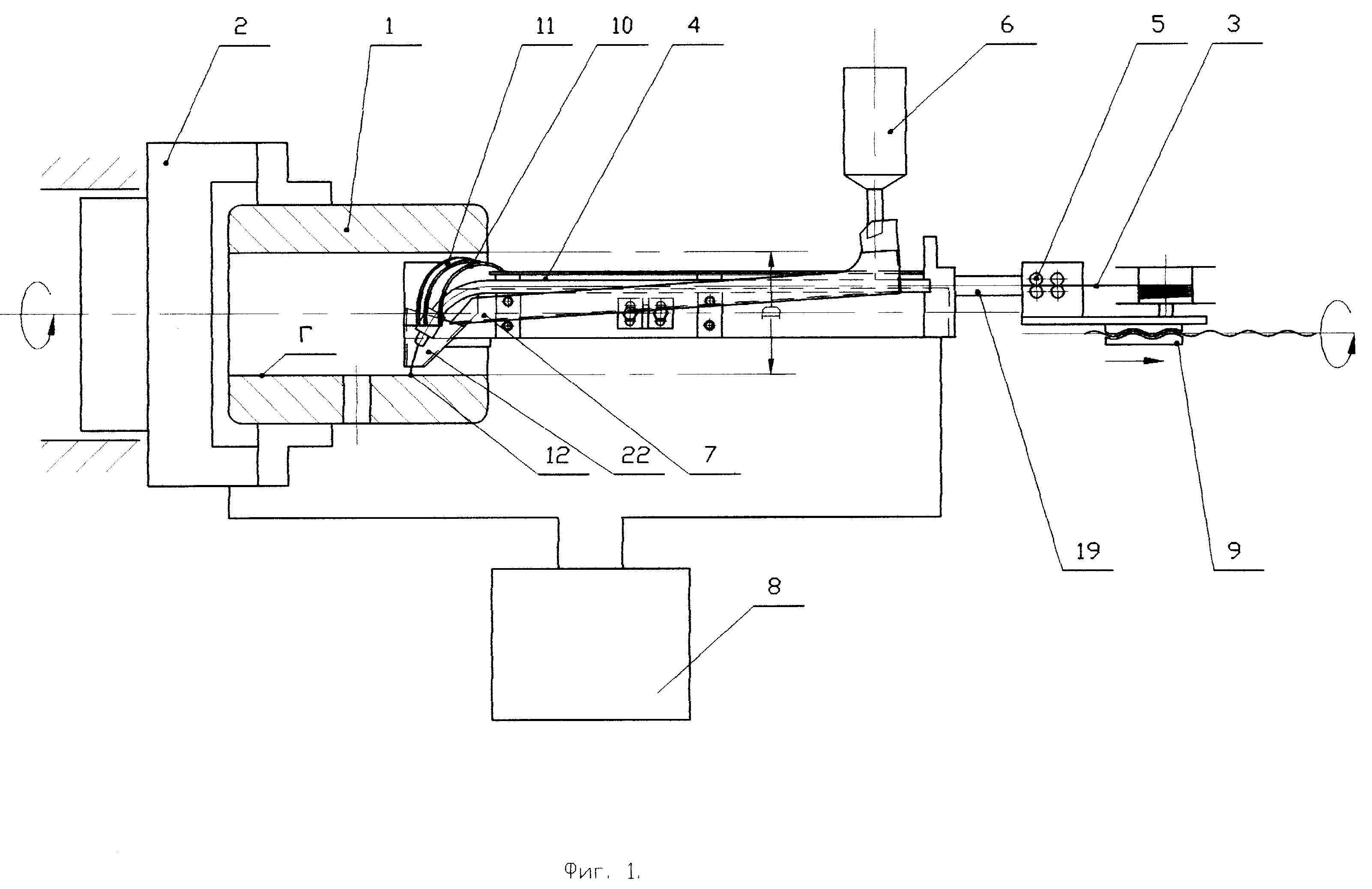
|
 Получить полное описание патента
Получить полное описание патента