|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ |  |
Номер публикации патента: 2162401 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B011/00 | | Аналоги изобретения: | Труды семинара по вопросам прогрессивных методов шлифования и доводки деталей подшипников качения/Под редакцией А.И.Спришевского, - М.: ВНИПП, 1964, с.217, фиг.3. SU 514681, 22.06.1976. SU 192652, 13.04.1967. SU 1033291 A, 07.08.1983. SU 1212764 A, 23.02.1986. DT 2246857 B2, 13.01.1977. |
| Имя заявителя: | Самарский государственный технический университет | | Изобретатели: | Рахчеев В.Г.
Кощейков Б.П.
Филин А.Н.
Швидак И.А.
Николаев В.А. | | Патентообладатели: | Самарский государственный технический университет |
Реферат | |
Изобретение относится к способам шлифования торцевых поверхностей вращения, например сферических торцов конических роликов. Перед обработкой торец шлифовального круга профилируют по радиусу, равному радиусу торца конического ролика. Обрабатываемые ролики загружают в непрерывно вращающийся диск, который имеет радиально расположенные по периферии гнезда. Ролики перемещаются со скоростью круговой подачи относительно торца шлифовального круга. Последнему сообщают качание вокруг точки, которая лежит на оси диска и является центром радиуса обрабатываемой сферической поверхности. Направление качания перпендикулярно оси вращения круга. Амплитуда равна не менее величины угла конуса образующей ролика. Использование способа ведет к повышению точности и качества поверхностного слоя сферических торцов конических роликов. 4 ил., 1 табл.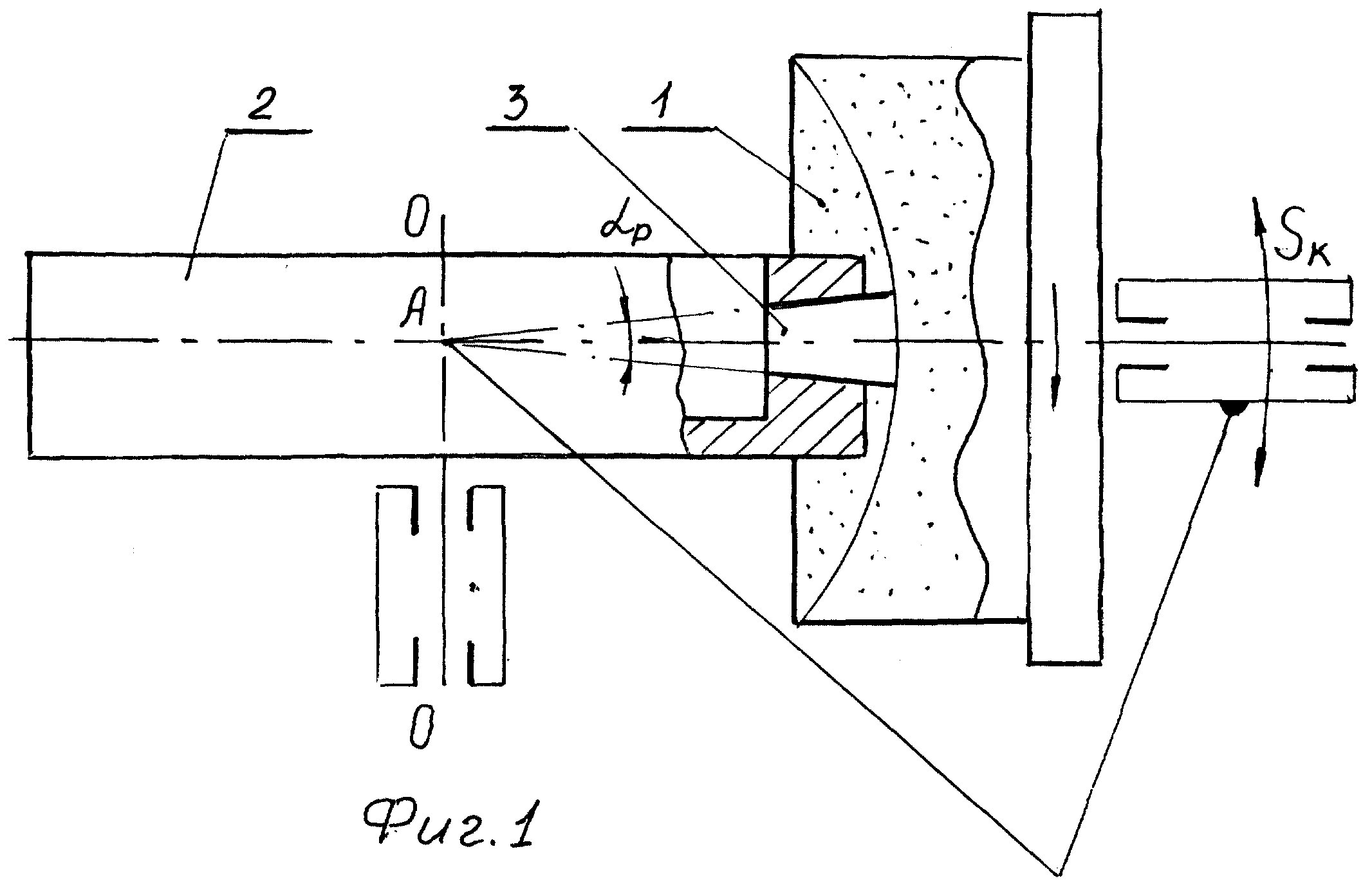
|
 Получить полное описание патента
Получить полное описание патента