|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ |  |
Номер публикации патента: 2162400 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B007/02 B24D007/02 | | Аналоги изобретения: | SU 1565666 А1, 23.05.1990. SU 328995, 10.04.1972. SU 1745524 А1, 07.07.1992. US 3866359, 18.02.1975. WO 90/02023, 08.03.1990. ТЕРГАН В.С. Плоское шлифование. - М.: Высшая школа, 1974, с. 41-42, 46-53. |
| Имя заявителя: | Орловский государственный технический университет | | Изобретатели: | Степанов Ю.С.
Афонасьев Б.И.
Харламов Г.А.
Подзолков М.Г.
Самойлов Н.Н. | | Патентообладатели: | Орловский государственный технический университет |
Реферат | |
Изобретение относится к металлообработке и может быть использовано при шлифовании труднообрабатываемых материалов на плоскошлифовальных станках, станках с ЧПУ, гибких производственных модулях для финишных операций. Заготовке сообщают возвратно-поступательное перемещение относительно круга. Используют шлифовальный круг, у которого заходным конусом является режущий рабочий торец. Калибрующая часть выполнена под углом α и длиной Lk, определяемой с учетом режимов резания. Кругу сообщают вращение, движение подачи и дополнительные колебательные возвратно-вращательные в поперечном направлении движения относительно вертикальной оси с углом размаха β и устанавливают к последней под углом α, равным углу наклона калибрующей части. Приведены зависимости для выбора угла α, длины калибрующей части и угла размаха колебательных движений. При работе нагрузка воспринимается протяженным по длине участком с конической и плоской поверхностями, что снижает удельные нагрузки на режущие зерна, исключая их выкрашивание. Улучшается качество обработки. Повышается производительность процесса шлифования. Снижается расход абразивного инструмента. 1 з.п. ф-лы, 4 ил.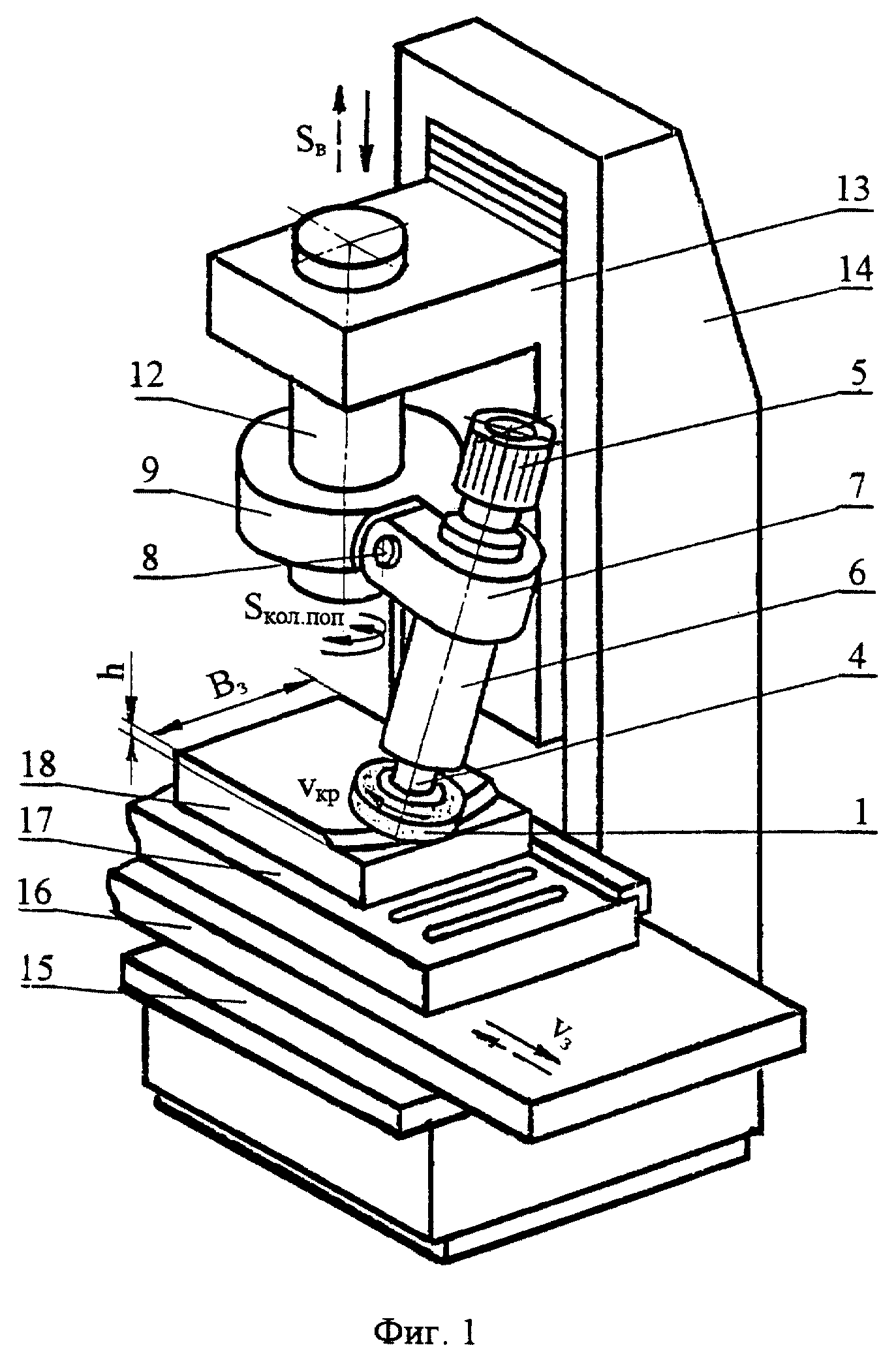
|
 Получить полное описание патента
Получить полное описание патента