|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ |  |
Номер публикации патента: 2161551 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23H003/00 C25D003/14 | | Аналоги изобретения: | SU 1775249 A1, 15.11.1992. SU 1692779 A1, 23.11.1991. DE 3446629 A1, 03.07.1986. WO 90/1390, 22.02.1990. DE 1962469, 01.09.1978. |
| Имя заявителя: | Ким Вячеслав Елисеевич | | Изобретатели: | Ким В.Е.
Макеенко Е.Я.
Губарь В.Я.
Першин И.В.
Кочи Г.Л.
Никифоров Г.К.
Петухов И.П.
Рогов А.А. | | Патентообладатели: | Ким Вячеслав Елисеевич
Макеенко Евгений Яковлевич
Губарь Владимир Яковлевич
Першин Игорь Васильевич
Кочи Геннадий Леонидович
Никифоров Геннадий Константинович
Петухов Игорь Павлович
Рогов Александр Александрович |
Реферат | |
Изобретение относится к области размерной обработки металлов и может быть использовано, например, для изготовления рифлей на крупногабаритных прокатных валках из высокопрочного чугуна. Сущность изобретения заключается в том, что поверхность детали экранируют диэлектрическим трафаретом, отверстия которого соответствуют по контуру обрабатываемым фасонным полостям и выполнены с фасками под углом 45-55°, при этом наибольшие размеры отверстий расположены с внутренней стороны трафарета, деталь имеет возможность вращения относительно неподвижного электрода-инструмента, после ее загрузки в ванну с электролитом и установки межэлектродного зазора, равным 0,015-0,025 диаметра детали, начинают анодную обработку в режиме стационарной ванны, а при уменьшении силы тока на величину более 20% от первоначально заданного значения осуществляют принудительную подачу электролита в зону обработки. Электролит подают через полые элементы электрода-инструмента с помощью отверстий, выполненных в стенках указанных элементов таким образом, чтобы вектор направления струи электролита совпадал с линией, соединяющей ось отверстия с центром соответствующего отверстия трафарета. Способ позволяет осуществить снижение трудоемкости изготовления деталей из высокопрочного чугуна более чем в 10 раз по сравнению с механическим способом. 1 з.п.ф-лы, 1 ил.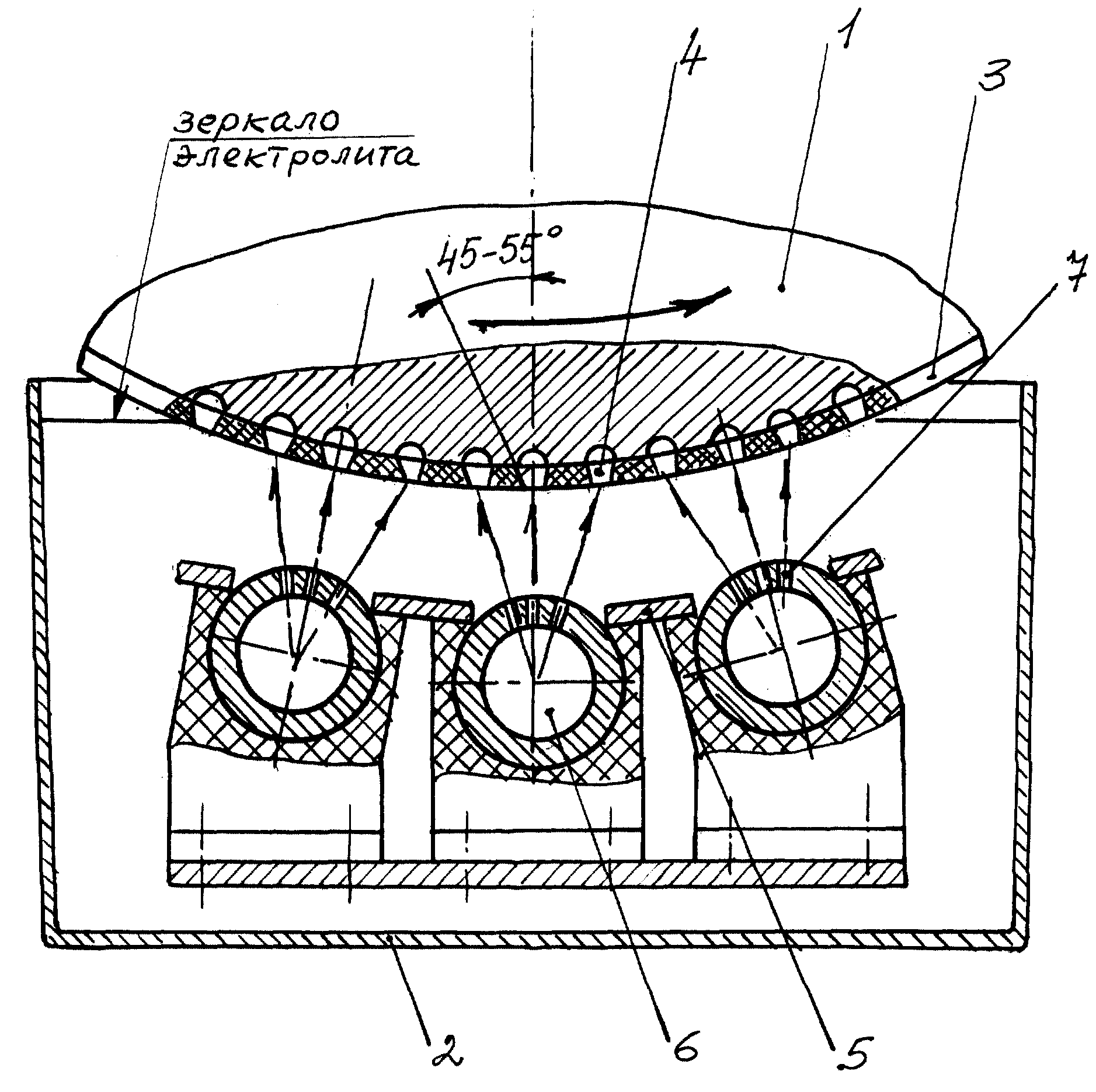
|
 Получить полное описание патента
Получить полное описание патента