|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК |  |
Номер публикации патента: 2133167 |  |
| Редакция МПК: | 6 | | Основные коды МПК: | B21K001/60 | | Аналоги изобретения: | SU 147903, 1962. SU 1523241 A1, 23.11.89. |
| Имя заявителя: | Акционерное общество "Автонормаль" | | Изобретатели: | Лавриненко Ю.А.
Литвиненко С.А.
Гильманов Ф.С.
Майстренко В.В.
Хайруллин А.А. | | Патентообладатели: | Акционерное общество "Автонормаль" |
Реферат | |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полупустотелых заклепок и других аналогичных деталей на холодновысадочных автоматах. При изготовлении полупустотелых заклепок отрезают стержневую заготовку мерной длины и производят ее деформирование в несколько переходов с образованием головки на одном конце стержня и глухой осевой полости - на другом, при этом величину наружного диаметра заготовки, полученной в результате прямого выдавливания, определяют из следующего выражения:
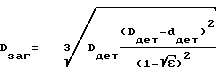
где Dдет - наружный диаметр полупустотелого стержня готовой детали; dдет - внутренний диаметр полупустотелого стержня готовой детали; ε - относительная степень деформации при выдавливании полости. Относительную степень деформации при выдавливании полости назначают в пределах 0,36 - 0,51. При редуцировании полупустотелого стержня происходит уменьшение внутреннего диаметра и увеличение глубины полости, которая может превышать 2,5 ее диаметра. Внутренний диаметр полости dзаг при прямом выдавливании определяют из условия 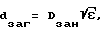 где Dзаг - наружный диаметр заготовки; ε - относительная степень деформации. Изобретение решает задачу повышения стойкости инструмента при изготовлении полупустотелых заклепок, у которых относительная толщина стенки больше 0,2, и позволяет получать детали с относительной глубиной полости hдет/dдет > 2,5. где Dзаг - наружный диаметр заготовки; ε - относительная степень деформации. Изобретение решает задачу повышения стойкости инструмента при изготовлении полупустотелых заклепок, у которых относительная толщина стенки больше 0,2, и позволяет получать детали с относительной глубиной полости hдет/dдет > 2,5.
|
 Получить полное описание патента
Получить полное описание патента